
Industrielle Hersteller sind ständig auf der Suche nach fortschrittlichen Verarbeitungstechniken, um die Materialeigenschaften für kritische Anwendungen zu verbessern. Das isostatische Warmpressen (WIP) überbrückt die Lücke zwischen Kalt- und Heißverfahren und bietet einzigartige Vorteile für Keramik, Metalle und Verbundwerkstoffe. In diesem Leitfaden wird untersucht, wie die Temperatur-Druck-Synergie des WIP bestimmte Materialprobleme in verschiedenen Branchen löst.
Grundlagen des Warmisostatischen Pressens
Mechanismus und Temperatur-Druck-Synergie
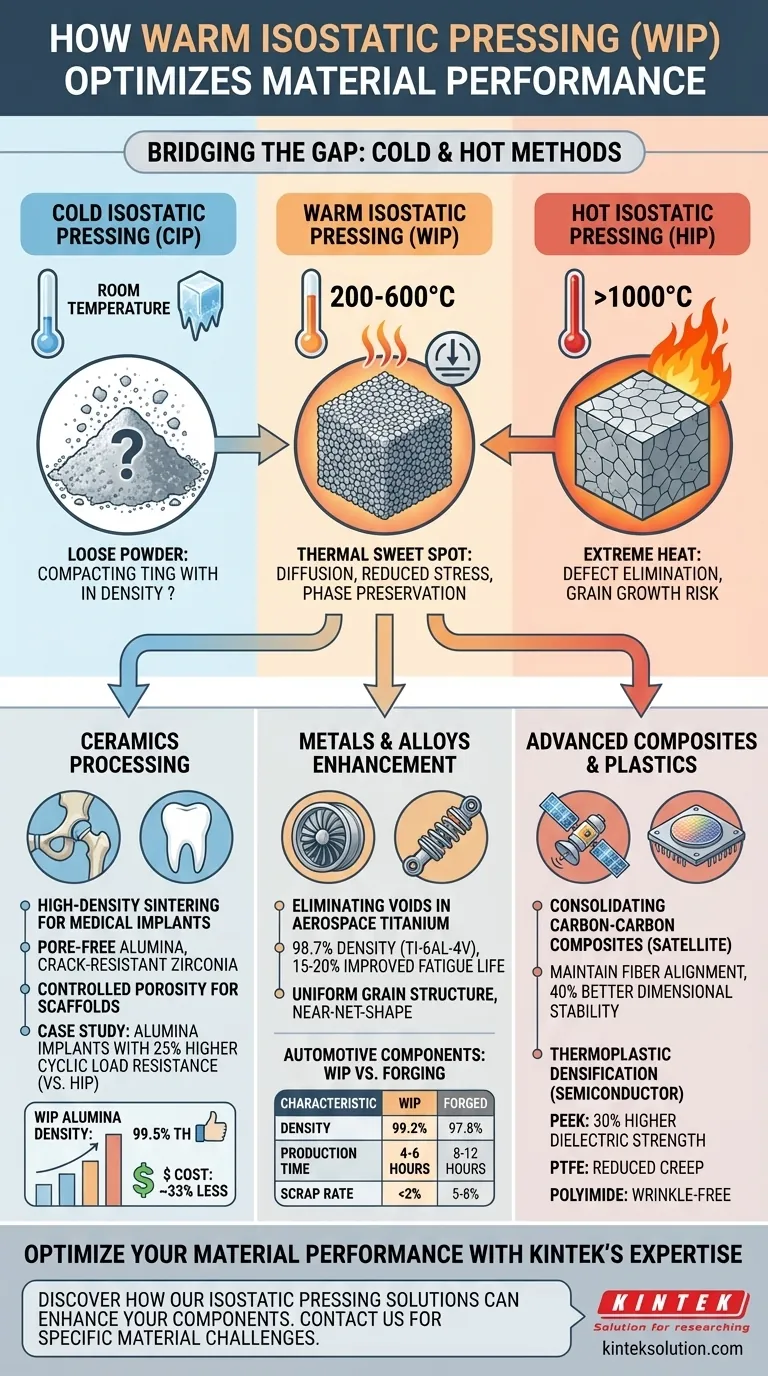
WIP kombiniert moderate Hitze (typischerweise 200-600°C) mit gleichmäßigem hydrostatischem Druck, um Materialien zu verdichten. Im Gegensatz zum kaltisostatischen Pressen bei Raumtemperatur (CIP) oder zum heißisostatischen Pressen bei extremer Hitze (HIP) arbeitet WIP in einem thermischen "Sweet Spot", der:
- Aktiviert die atomare Diffusion ohne übermäßiges Kornwachstum
- Eigenspannungen in Titanlegierungen im Vergleich zu HIP um 30-50% reduziert
- empfindliche Materialphasen, die bei höheren Temperaturen abbauen, bewahrt
Die Forschung zeigt, dass dieser ausgewogene Ansatz besonders für temperaturempfindliche Werkstoffe in der Medizin und der Luft- und Raumfahrt von Vorteil ist.
Hauptunterscheidungsmerkmale zum Kalt-/Heiß-Isostatischen Pressen
Während CIP für die grundlegende Pulververdichtung geeignet ist und HIP sich durch die Beseitigung von Defekten in Hochtemperaturlegierungen auszeichnet, bietet WIP deutliche Vorteile:
- Energie-Effizienz: Verbraucht etwa 40 % weniger Energie als HIP für eine gleichwertige Verdichtung der Keramik
- Mikrostruktur-Kontrolle: Behält nanoskalige Merkmale in modernen Verbundwerkstoffen bei, die unter HIP-Bedingungen vergröbern würden
- Langlebigkeit der Anlage: Arbeitet mit niedrigeren Drücken als HIP und reduziert den Werkzeugverschleiß
Bei orthopädischen Aluminiumoxid-Implantaten erreicht WIP eine theoretische Dichte von 99,5 %, was den Ergebnissen von HIP entspricht, und senkt gleichzeitig die Verarbeitungskosten um fast ein Drittel.
Keramische Verarbeitung mit WIP
Erzielung einer hohen Dichte beim Sintern für medizinische Implantate
Medizinische Keramiken erfordern eine makellose Mikrostruktur für Biokompatibilität und mechanische Stabilität. WIP ermöglicht:
- Porenfreie Tonerde für Hüftgelenksprothesen
- Rissfestes Zirkoniumdioxid Zahnimplantate
- Kontrollierte Porosität in bioaktiven Gerüstmaterialien für die Knochenregeneration
Eine Studie über Wirbelsäulenfusionsvorrichtungen ergab, dass WIP-behandelte Aluminiumoxidkomponenten vor der Einleitung der Mikrofrakturierung 25 % höheren zyklischen Belastungen standhielten als HIP-behandelte Äquivalente.
Fallstudie: Aluminiumoxid-Komponenten in orthopädischen Geräten
Führende Implantathersteller bevorzugen jetzt WIP für:
- Verschleißflächen in Knieprothesen
- Tragende Femurköpfe
- Wirbelsäulen-Abstandshalter
Das Verfahren beseitigt das Problem des "Überbrennens", das beim herkömmlichen Sintern auftritt und bei dem übermäßige Hitze eine Schwächung der Korngrenzen verursacht. Haben Sie schon einmal darüber nachgedacht, wie diese Präzision die Zahl der Revisionsoperationen in Ihren Konstruktionen verringern könnte?
Verbesserung von Metallen und Legierungen
Beseitigung von Lunkern in Titanteilen für die Luft- und Raumfahrt
Mit WIP bearbeitete Luft- und Raumfahrt-Brackets zeigen:
- 98,7 % Dichte in Ti-6Al-4V-Legierungen
- 15-20% Verbesserung der Ermüdungslebensdauer
- Beinahe-Nettoform-Präzision reduziert den Bearbeitungsabfall
Im Vergleich zum herkömmlichen Schmieden erzielt WIP ein gleichmäßigeres Korngefüge über komplexe Geometrien hinweg - entscheidend für Turbinenschaufeln und strukturelle Flugzeugkomponenten.
WIP vs. traditionelles Schmieden bei Automobilkomponenten
Automobilhersteller nutzen WIP für:
| Charakteristisch | WIP Verarbeitet | Geschmiedet |
|---|---|---|
| Dichte | 99.2% | 97.8% |
| Produktionszeit | 4-6 Stunden | 8-12 Stunden |
| Ausschußrate | <2% | 5-8% |
Die Automobilindustrie schätzt das WIP-Verfahren vor allem bei Aufhängungsteilen aus Aluminium, bei denen das Verfahren die beim Warmschmieden üblichen "Orangenhaut"-Oberflächendefekte verhindert.
Moderne Verbundwerkstoffe und Kunststoffe
Konsolidierung von Kohlenstoff-Kohlenstoff-Verbundwerkstoffen für Satellitensysteme
Raumfahrtanwendungen profitieren von der Fähigkeit von WIP,:
- Beibehaltung der Faserausrichtung in 3D-gewebten Strukturen
- Erreichen einer Dichte von 1,75 g/cm³ in C/C-Verbundwerkstoffen
- Erhaltung der Harzmatrix in Polymer-Verbundwerkstoffen
Mit WIP verarbeitete Komponenten für Satellitenschubkammern zeigen eine um 40 % bessere Dimensionsstabilität während thermischer Zyklen im Orbit im Vergleich zu autoklavgehärteten Teilen.
Thermoplastische Verdichtung in Halbleiterwerkzeugen
WIP verbessert die Handhabung von Halbleiterwerkzeugen:
- PEEK-Isolatoren: 30% höhere Durchschlagsfestigkeit
- PTFE-Führungen: Reduzierte Kriechverformung
- Polyimid-Folien: Faltenfreie Beschichtung
Diese Verbesserungen führen direkt zu längeren Wartungsintervallen bei Werkzeugen für die Waferbearbeitung - Technologien, die die moderne Chipherstellung in aller Stille prägen.
Optimieren Sie Ihre Materialleistung mit der Expertise von KINTEK
Entdecken Sie, wie unsere Lösungen zum isostatischen Pressen Ihre Keramik-, Metall- oder Verbundwerkstoffkomponenten verbessern können. Setzen Sie sich noch heute mit KINTEK in Verbindung, um Ihre spezifischen Materialprobleme und Verarbeitungsziele zu besprechen - lassen Sie uns gemeinsam bessere Materialien entwickeln.
Produkte, nach denen Sie vielleicht suchen:
Entdecken Sie Lösungen für das isostatische Warmpressen
Visuelle Anleitung
Ähnliche Produkte
- Warm-Isostatische Presse für Festkörperbatterieforschung Warm-Isostatische Presse
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Elektrische Split-Laborkaltpressen CIP-Maschine
Ähnliche Artikel
- Die Architektur der Ionen: Warum präziser Druck der stille Partner in der Batterieforschung ist
- Wie isostatisches Pressen hervorragende Leistung in kritischen Industrien liefert
- Der Feind im Inneren: Wie Heißisostatisches Pressen perfekte Materialintegrität schmiedet
- Der Druck zur Perfektion: Wie Heißisostatisches Pressen absolute Materialintegrität erreicht
- Die Physik der Geduld: Warum Heißisostatisches Pressen Geschwindigkeit gegen Sicherheit tauscht



















