
Der unsichtbare Fehler
Stellen Sie sich eine perfekt geformte Komponente vor – ein medizinisches Implantat, eine Keramik-Turbinenschaufel –, die aus einer Presse kommt. Sie sieht makellos aus. Doch wenn sie zum abschließenden Sintern in den Ofen kommt, erscheint ein mikroskopisch kleiner Riss, der sich dann zu einem katastrophalen Versagen auswächst.
Die Ursache war kein Fehler im Material oder ein Fehler bei der Wärmebehandlung. Der Fehler wurde vom allerersten Schritt an eingeschlossen: der Verdichtung.
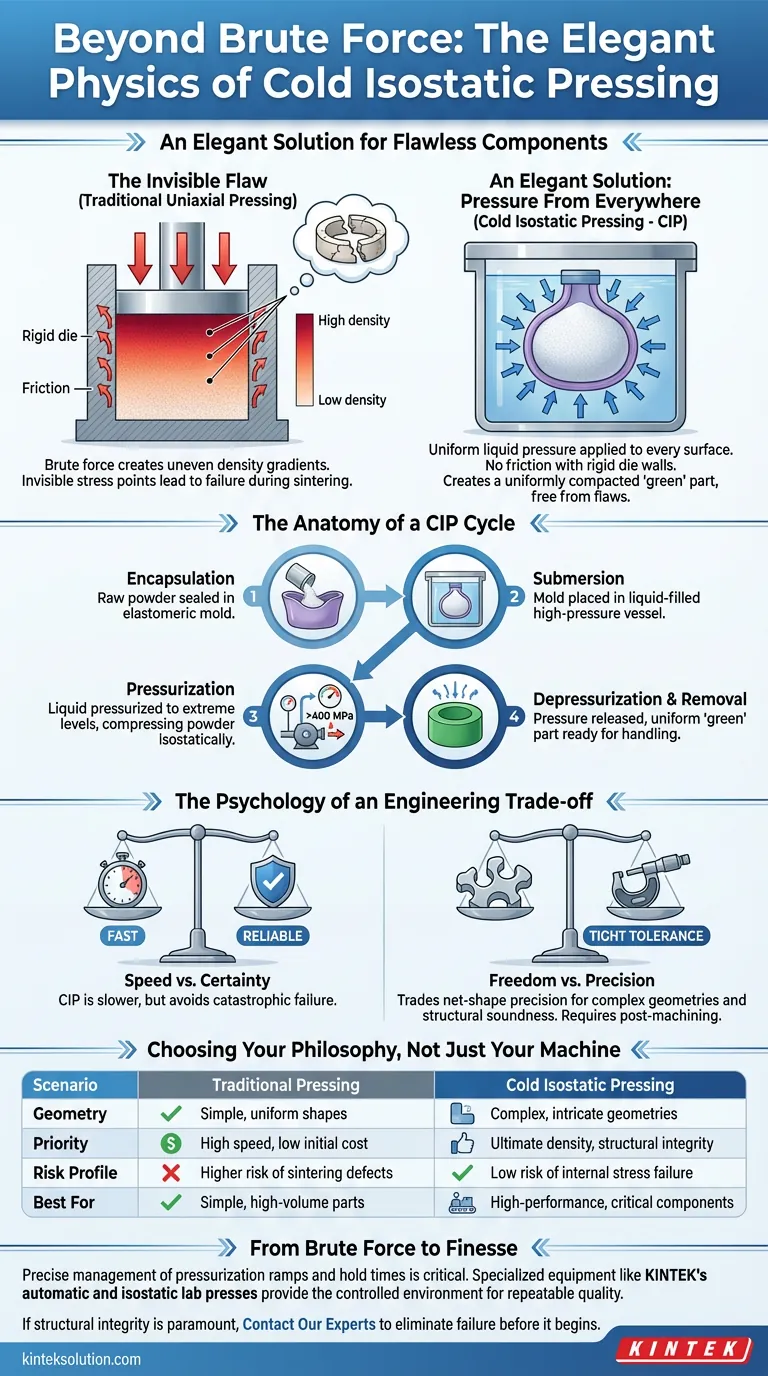
Die Kernherausforderung in der Pulvermetallurgie und bei technischen Keramiken besteht nicht nur darin, Kraft anzuwenden. Es geht darum, wie diese Kraft geliefert wird. Das traditionelle uniaxialen Pressen, das Pulver aus ein oder zwei Richtungen in einer starren Matrize komprimiert, ist ein trügerischer Akt roher Gewalt. Es erzeugt verborgene Dichtegradienten, Zonen hoher und niedriger Verdichtung, wie geologische Schichten. Dies sind unsichtbare Spannungsspitzen, die darauf warten, das Teil auseinanderzureißen.
Druck ist nicht gleich Druck
Das Problem ist die Reibung. Wenn ein Kolben Pulver komprimiert, reiben Partikel an den Matrizenwänden, was verhindert, dass sich der Druck gleichmäßig verteilt. Das Pulver, das dem Kolben am nächsten ist, wird dicht, während das weiter entfernte Pulver weniger komprimiert bleibt.
Dies ist der unsichtbare Fehler. Es ist eine strukturelle Lüge, die erst durch die immense Belastung des Sinterns aufgedeckt wird.
Das kalte isostatische Pressen (CIP) basiert auf einem eleganteren Prinzip, das aus der Tiefsee entlehnt wurde. Es versteht, dass wahrer Druck gleichmäßig, unerbittlich und von allen Seiten gleichzeitig ausgeübt wird.
Eine elegante Lösung: Druck von überall
CIP untergräbt das Problem der Reibung vollständig.
Anstelle einer starren Matrize wird das Pulver in eine flexible, formschlüssige Form eingeschlossen. Dieses Paket wird dann in eine Kammer getaucht, die mit einem flüssigen Medium gefüllt ist. Wenn die Kammer unter Druck gesetzt wird, überträgt die Flüssigkeit diesen Druck perfekt und gleichmäßig auf jede einzelne Oberfläche der Form.
Die Flüssigkeit kümmert sich nicht um Form, Ecken oder Komplexität. Sie drückt einfach.
Das Ergebnis ist ein gleichmäßig verdichtetes "Grünteil". Es ist frei von den inneren Dichtegradienten, die andere Methoden plagen. Es birgt ein Versprechen der Integrität – ein Versprechen, dass es den Ofen überstehen wird.
Die Anatomie eines CIP-Zyklus
Der Prozess ist ein bewusster Tanz aus Physik und Ingenieurwesen:
- Verkapselung: Das Rohpulver wird sorgfältig in eine elastomere Form (wie Polyurethan oder Gummi) eingeschlossen.
- Eintauchen: Die verschlossene Form wird in ein Hochdruckgefäß gegeben, das mit einer Flüssigkeit, typischerweise Wasser, gefüllt ist.
- Druckbeaufschlagung: Eine externe Pumpe erhöht den Flüssigkeitsdruck auf extreme Werte, oft über 400 MPa, wodurch das Pulver isostatisch komprimiert wird.
- Druckentlastung: Der Druck wird abgelassen, und das nun feste "Grünteil" wird entnommen, bereit zur Handhabung oder Bearbeitung.
Dieses Grünteil besitzt eine bemerkenswerte Festigkeit, aber wichtiger noch, es besitzt Gleichmäßigkeit.
Die Psychologie eines technischen Kompromisses
CIP ist keine universelle Lösung. Es stellt eine bewusste Entscheidung dar – die Entscheidung, höchste Integrität über anfängliche Geschwindigkeit oder Einfachheit zu stellen. Dies ist ein häufiger psychologischer Scheideweg für Ingenieure.
Geschwindigkeit vs. Sicherheit
CIP-Zyklen sind von Natur aus langsamer als Hochgeschwindigkeits-Exzenterpressen. Das Abdichten der Form, das Druckbeaufschlagen des Behälters und das Druckentlasten brauchen Zeit.
Was ist jedoch die wahre Kosten der Geschwindigkeit? Eine einzige fehlgeschlagene, hochwertige Komponente kann die Zeitersparnis von hundert erfolgreichen zunichte machen. CIP ist eine Wette auf Sicherheit. Es minimiert das Risiko eines katastrophalen Versagens in der letzten, teuersten Produktionsphase.
Freiheit vs. Präzision
Die flexiblen Formen, die CIP seine Fähigkeit verleihen, komplexe Formen zu erzeugen – Teile mit Hinterschneidungen, inneren Kanälen und komplizierten Geometrien –, bieten nicht die engen Maßtoleranzen einer gehärteten Stahlmatrize.
Die Oberflächenbeschaffenheit ist weniger perfekt. Dies ist kein Fehler; es ist ein verstandener Kompromiss. Teile, die mittels CIP hergestellt werden, haben oft eine Bearbeitung als erforderlichen Nachbearbeitungsschritt vor dem Sintern geplant. Sie tauschen anfängliche Nettoformpräzision gegen geometrische Freiheit und innere Solidität.
Wählen Sie Ihre Philosophie, nicht nur Ihre Maschine
Die Entscheidung für CIP wird durch die Anforderungen des Endprodukts bestimmt. Es ist die einzig logische Wahl, wenn ein strukturelles Versagen keine Option ist.
| Szenario | Traditionelles Pressen | Kaltes isostatisches Pressen |
|---|---|---|
| Geometrie | Einfache, gleichmäßige Formen | Komplexe, komplizierte Geometrien |
| Priorität | Hohe Geschwindigkeit, niedrige Anfangskosten | Höchste Dichte, strukturelle Integrität |
| Risikoprofil | Höheres Risiko von Sinterdefekten | Geringes Risiko von inneren Spannungsfehlern |
| Am besten geeignet für | Einfache Teile in großen Stückzahlen | Hochleistungsfähige, kritische Komponenten |
Von roher Gewalt zu Finesse
Die Umsetzung dieser Philosophie erfordert mehr als nur ein Druckgefäß; sie erfordert Kontrolle. Die Fähigkeit, Druckanstiegsrampen und Haltezeiten präzise zu steuern, verwandelt einen theoretischen Prozess in eine wiederholbare, industrielle Realität.
Diese Art der Prozesskontrolle ist entscheidend für die Maschine selbst. Für Labore und F&E-Teams, die neue Materialien oder komplexe Komponenten entwickeln, reicht eine einfache Presse nicht aus. Das Ziel ist Wiederholbarkeit, weshalb spezialisierte Geräte wie die automatischen und isostatischen Laborpressen von KINTEK unerlässlich sind. Sie bieten die kontrollierte, zuverlässige Umgebung, die erforderlich ist, um die Materialien und Komponenten der Zukunft zu perfektionieren.
Letztendlich ist das kalte isostatische Pressen mehr als eine Fertigungstechnik. Es ist eine Philosophie, Qualität von innen heraus aufzubauen und die unsichtbaren Fehler zu überwinden, die minderwertige Teile zum Ausschuss verdammen. Um diese Philosophie in die Realität umzusetzen, benötigen Sie die richtigen Werkzeuge.
Wenn Sie Komponenten entwickeln, bei denen die strukturelle Integrität von größter Bedeutung ist, Kontaktieren Sie unsere Experten, um zu erfahren, wie die richtige Pressentechnologie Fehler verhindern kann, bevor sie entstehen.
Visuelle Anleitung
Ähnliche Produkte
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Elektrische Split-Laborkaltpressen CIP-Maschine
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Isostatische Laborpressformen für das isostatische Pressen
Ähnliche Artikel
- Die Architektur der Gleichmäßigkeit: Warum omnidirektionaler Druck das Schicksal von Keramik bestimmt
- Das isotrope Gebot: Warum einheitlicher Druck das Leben eines Supraleiters bestimmt
- Wie isostatisches Pressen hervorragende Leistung in kritischen Industrien liefert
- Die Architektur der Intimität: Warum Festkörperbatterien 375 MPa erfordern
- Die Geometrie des Kontakts: Warum die 400-MPa-Barriere die Zukunft von Festkörperbatterien definiert
















