Die zur Herstellung eines vollständig gebundenen Pellets erforderliche Last ist kein Einzelwert, sondern das Ergebnis mehrerer zusammenhängender Variablen. Die wichtigsten Faktoren umfassen die intrinsischen Eigenschaften Ihres Materials, wie dessen Härte und Sprödigkeit, sowie die physikalischen Eigenschaften des Pulvers selbst, einschließlich seiner Partikelgröße, seines Feuchtigkeitsgehalts, seiner Fließfähigkeit in der Matrize und seiner allgemeinen Homogenität.
Beim Erzielen eines perfekten Pellets geht es nicht darum, den Druck zu maximieren, sondern darum, die Bedingungen zu optimieren. Die erforderliche Last ist die Mindestkraft, die erforderlich ist, um die Partikelentmischung zu überwinden und eine Verformung zur Bindung zu induzieren, ohne die inneren Spannungen einzuführen, die Defekte verursachen.

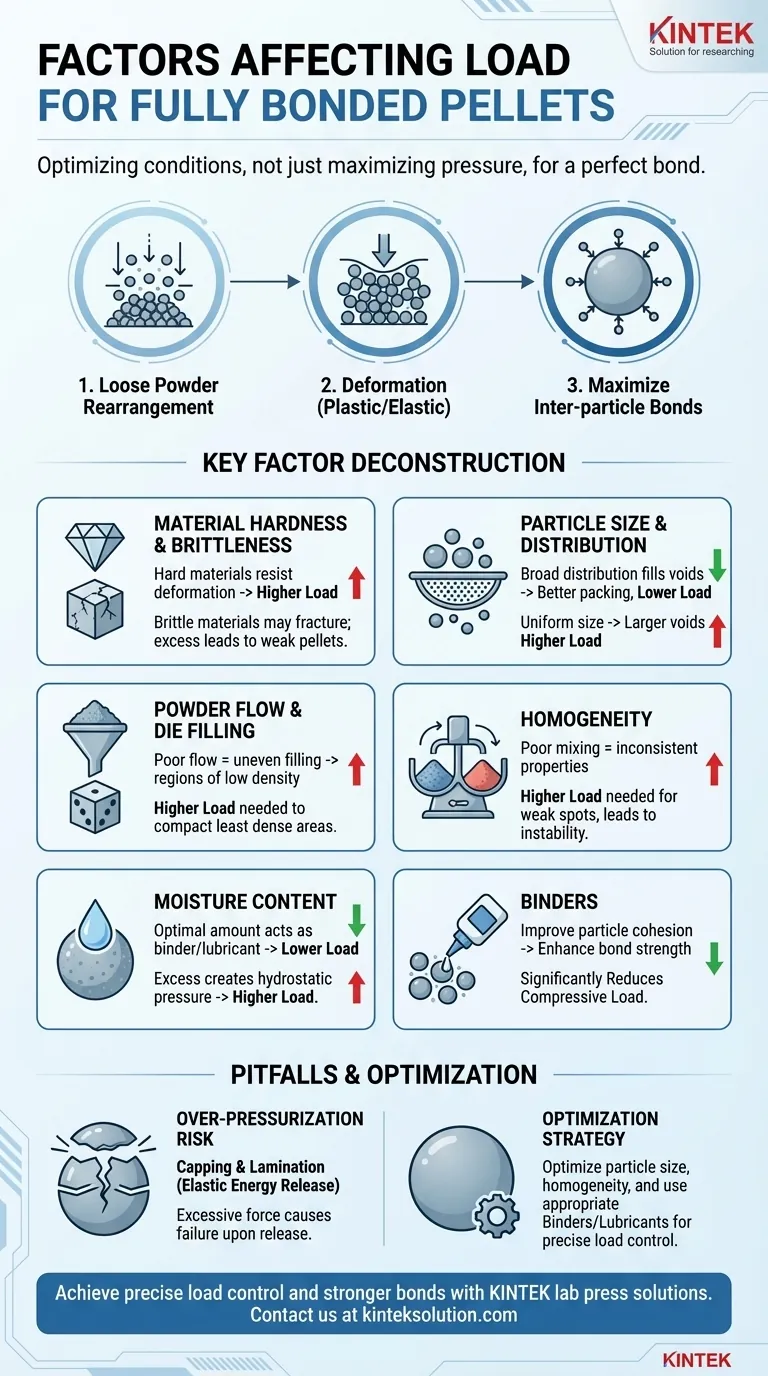
Die Grundprinzipien der Pelletbildung
Um die Last zu kontrollieren, müssen Sie zunächst den Weg vom losen Pulver zu einer festen, zusammenhängenden Masse verstehen. Dieser Prozess findet in verschiedenen Stufen statt, die alle durch die aufgebrachte Kraft angetrieben werden.
Von losem Pulver zu fester Masse
Zunächst bewirkt die aufgebrachte Last, dass sich die Partikel in einer dichter gepackten Konfiguration anordnen und große Hohlräume füllen.
Wenn der Druck zunimmt, werden die Partikel gegeneinander gepresst, was zu einer Verformung an ihren Kontaktstellen führt. Diese Verformung kann plastisch (permanent) oder elastisch (vorübergehend) sein.
Das Ziel: Maximierung der interpartikulären Bindungen
Der ultimative Zweck der Last besteht darin, die Partikel so nah zusammenzubringen, dass starke, stabile Bindungen entstehen. Dies zwingt die Partikel zur Verformung, vergrößert ihre Kontaktfläche und ermöglicht es Kräften wie van-der-Waals-Anziehung oder mechanischer Verzahnung, eine dauerhafte, gebundene Struktur zu schaffen.
Analyse der Schlüsselfaktoren
Jeder Faktor beeinflusst direkt, wie leicht sich Partikel anordnen, verformen und binden lassen, und bestimmt somit die erforderliche Drucklast.
Materialhärte und Sprödigkeit
Harte Materialien widerstehen der Verformung von Natur aus. Eine höhere Last ist erforderlich, um diese Partikel zur Formänderung zu zwingen und die für eine starke Bindung notwendigen großen Kontaktflächen zu schaffen.
Spröde Materialien können unter Druck brechen, anstatt sich plastisch zu verformen. Obwohl dies neue Oberflächen für die Bindung schafft, kann übermäßiges Brechen zu einem schwachen, bröseligen Pellet führen, wenn die Fragmente nicht richtig ineinandergreifen.
Pulverfluss und Matrizenfüllung
Pulver, das nicht leicht fließt, füllt den Matrizenhohlraum ungleichmäßig. Dies erzeugt Bereiche mit geringer und hoher Dichte, noch bevor die Kompression beginnt.
Es ist dann eine höhere Gesamtlast erforderlich, um sicherzustellen, dass die am wenigsten dichten Bereiche vollständig verdichtet werden. Dies führt jedoch oft zu einer Überkompression anderer Bereiche, was Defekte verursachen kann.
Die Rolle des Feuchtigkeitsgehalts
Eine kleine, kontrollierte Menge Feuchtigkeit kann als Schmiermittel und Bindemittel wirken. Sie kann die Reibung zwischen den Partikeln reduzieren und die Bindung durch Kapillarkräfte fördern, wodurch oft die erforderliche Last gesenkt wird.
Umgekehrt ist übermäßige Feuchtigkeit schädlich. Sie kann einen hydrostatischen Druck in den Poren erzeugen, der verhindert, dass die Partikel direkten Kontakt aufnehmen, und die zur Konsolidierung benötigte Last drastisch erhöht, oft ohne Erfolg.
Partikelgröße und -verteilung
Ein Pulver mit einer breiten Partikelgrößenverteilung erfordert im Allgemeinen weniger Last. Die kleineren Partikel füllen die Hohlräume zwischen den größeren aus, was zu einer höheren anfänglichen Packungsdichte führt.
Im Gegensatz dazu weist ein Pulver mit einheitlichen, ähnlich großen Partikeln größere Hohlräume auf. Es ist mehr Arbeit – und damit eine höhere Last – erforderlich, um diese Lücken durch Verformung zu schließen.
Der Einfluss der Materialhomogenität
Wenn Ihr Pulver eine Mischung verschiedener Komponenten ist (z. B. ein Wirkstoff und ein Hilfsstoff), führt eine schlechte Mischung zu inkonsistenter Pelletqualität.
Nicht-Homogenität bedeutet, dass einige Bereiche weicher oder härter sein können als andere. Die aufgebrachte Last verteilt sich nicht gleichmäßig, was zu Schwachstellen und struktureller Instabilität im Endpellet führt.
Die Kompromisse und häufigen Fallstricke verstehen
Die einfache Erhöhung der Last ist eine übliche, aber oft kontraproduktive Strategie. Das Verständnis der negativen Folgen übermäßiger Kraft ist entscheidend für die Prozessoptimierung.
Das Risiko der Überpressur
Mehr Kraft anzuwenden als nötig, ist eine Hauptursache für Pelletversagen. Eine übermäßige Last erhöht die Menge an elastischer Energie, die im komprimierten Material gespeichert wird.
Wenn die Last entfernt wird, wird diese gespeicherte Energie schnell freigesetzt. Wenn die interpartikulären Bindungen nicht stark genug sind, um dieser Ausdehnung standzuhalten, versagt das Pellet.
Kappen und Laminieren erklärt
Kappen (Capping) ist das Versagen, bei dem die obere Kappe des Pellets abbricht. Laminieren tritt auf, wenn sich das Pellet in horizontale Schichten spaltet.
Beide Defekte sind klassische Symptome von Überpressur und der daraus resultierenden schnellen elastischen Rückfederung. Eingeschlossene Luft, die während der Kompression nicht entweichen konnte, trägt ebenfalls erheblich zu diesen Fehlern bei.
Die Wirkung von Schmiermitteln und Bindemitteln
Schmiermittel (wie Magnesiumstearat) werden oft hinzugefügt, um die Reibung zwischen dem Pellet und der Matrizenwand zu reduzieren, was die zum Auswerfen erforderliche Kraft senkt. Obwohl nicht direkt für die Bindung, verhindert dies Ausfälle während des Entfernens.
Bindemittel sind haftende Materialien, die dem Pulver zugesetzt werden, um die Kohäsion von Partikel zu Partikel zu verbessern. Ein gutes Bindemittel kann die Bindungen erheblich verstärken und oft die zur Erreichung einer Zielpelletfestigkeit erforderliche Drucklast reduzieren.
Optimierung Ihres Kompressionsprozesses
Ihre ideale Last ist eine Funktion Ihres spezifischen Materials und Ihres gewünschten Ergebnisses. Nutzen Sie diese Prinzipien, um Ihre Optimierungsbemühungen zu leiten.
- Wenn Ihr Hauptaugenmerk auf der Herstellung starker, fehlerfreier Pellets liegt: Priorisieren Sie die Optimierung der Partikelgrößenverteilung und der Homogenität Ihres Pulvers vor dem Pressen.
- Wenn Sie Probleme wie Kappen oder Laminieren beheben: Untersuchen Sie sofort die Überpressur; experimentieren Sie mit der Reduzierung der Last und der Verbesserung der Pulverlubrikation.
- Wenn Sie ein hartes, sprödes Material verarbeiten müssen: Konzentrieren Sie sich darauf, geeignete Bindemittel zur Unterstützung der Kohäsion zu verwenden, da die alleinige Abhängigkeit von hohem Druck wahrscheinlich zu Brüchen und Defekten führt.
Die Beherrschung dieser Faktoren verwandelt die Pelletierung von einer Brachialgewaltaufgabe in einen präzisen Ingenieursprozess.
Zusammenfassungstabelle:
| Faktor | Auswirkung auf die erforderliche Last | Wichtige Überlegungen |
|---|---|---|
| Materialhärte | Erhöht die Last für die Verformung | Härtere Materialien widerstehen der Bindung und benötigen mehr Kraft |
| Partikelgrößenverteilung | Reduziert die Last bei breiter Verteilung | Kleinere Partikel füllen Hohlräume und verbessern die Packung |
| Feuchtigkeitsgehalt | Senkt die Last bei kontrollierter Feuchtigkeit; erhöht bei Überschuss | Wirkt als Schmiermittel oder Bindemittel; Überschuss verursacht hydrostatischen Druck |
| Pulverfluss | Erhöht die Last bei schlechtem Fluss | Ungleichmäßige Matrizenfüllung führt zu Dichteschwankungen |
| Homogenität | Erhöht die Last bei schlechter Mischung | Inkonsistente Eigenschaften verursachen Schwachstellen und Instabilität |
| Bindemittel | Reduziert die Last durch Verbesserung der Kohäsion | Verbessert die Bindungsfestigkeit und reduziert die Notwendigkeit hohen Drucks |
Haben Sie Probleme mit Pelletdefekten oder inkonsistenten Ergebnissen? KINTEK ist spezialisiert auf Labordruckmaschinen, einschließlich automatischer Laborpressen, isostatischer Pressen und beheizter Laborpressen, die entwickelt wurden, um Ihren Pelletierungsprozess zu optimieren. Unsere Ausrüstung hilft Ihnen, präzise Lastkontrolle, gleichmäßige Verdichtung und stärkere Bindungen für Materialien wie Pulver und spröde Substanzen zu erreichen. Kontaktieren Sie uns noch heute, um zu besprechen, wie unsere Lösungen Ihre Laboreffizienz steigern und zuverlässige, qualitativ hochwertige Pellets liefern können!
Visuelle Anleitung
Ähnliche Produkte
- Hydraulische Split-Elektro-Labor-Pelletpresse
- Manuelle Labor-Hydraulik-Tablettenpresse Labor-Hydraulikpresse
- Hydraulische Labor-Pelletpresse für XRF KBR FTIR Laborpresse
- Automatische hydraulische Laborpresse - Labor-Tablettenpresse
- Automatische hydraulische Laborpresse zum Pressen von XRF- und KBR-Granulat
Andere fragen auch
- Warum ist eine präzise Druckhalte-Kontrolle für Biomassepellets entscheidend? Meistern Sie Ihre Verdichtungsergebnisse
- Warum ist eine hohe Konsistenz beim Haltedruck einer Labor-Tablettenpresse bei der Herstellung von Mehrkomponenten-Legierungsproben erforderlich?
- Wie unterstützen Laborpressen die Anpassung und Flexibilität? Optimieren Sie Ihre Probenvorbereitung für jedes Material
- Warum eine Labor-Tablettenpresse für die Bewertung von Festkörperbatterien verwenden? Gewährleistung der Genauigkeit bei Tests zur Grenzflächenstabilität
- Warum wird eine professionelle Labor-Pressmaschine für die Röntgenfluoreszenzanalyse von Quarzsand benötigt? Erreichen Sie eine Präzision von +/- 0,10 %



















