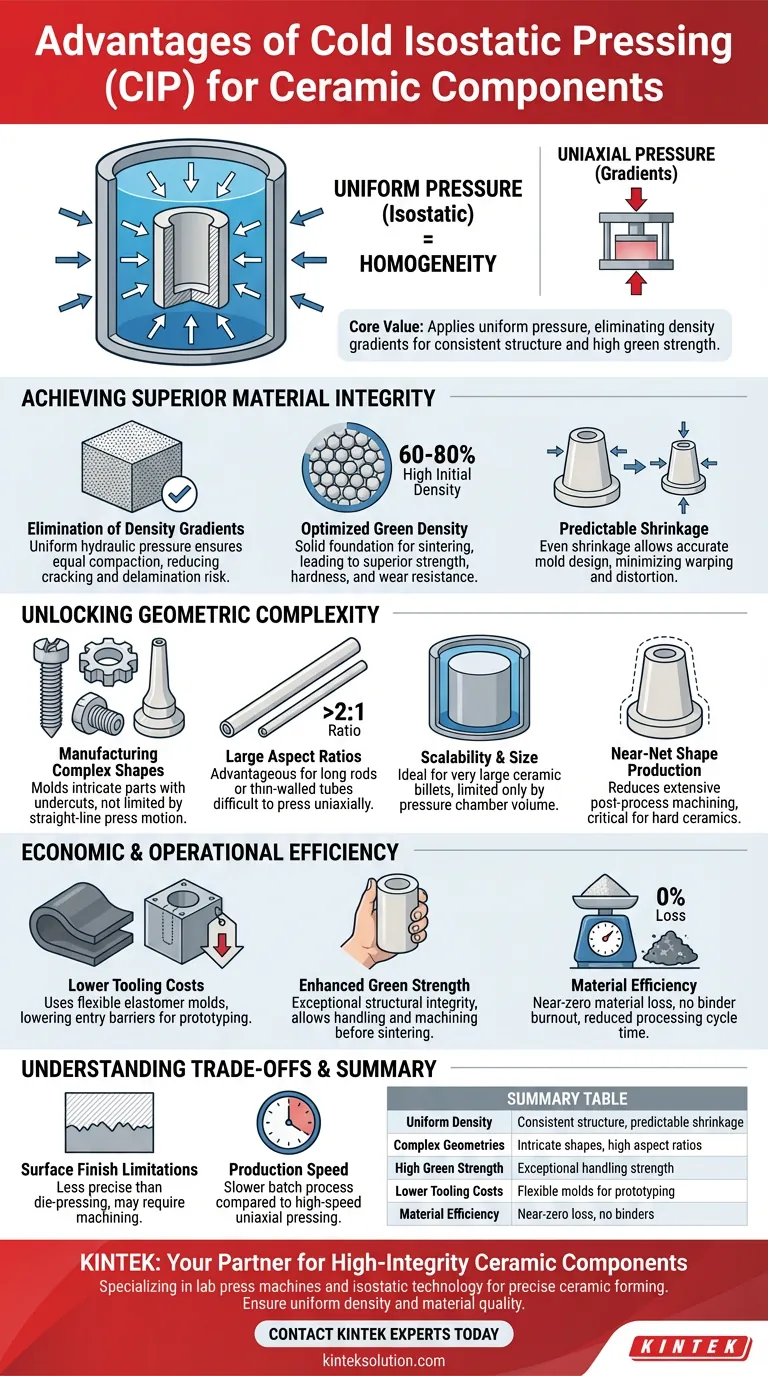
Die Kaltisostatische Pressung (CIP) bietet einen entscheidenden Vorteil bei der Herstellung von Keramikkomponenten, da sie einen gleichmäßigen Druck aus allen Richtungen anwendet und nicht nur von einer Achse. Diese "isostatische" Anwendung eliminiert die internen Dichtegradienten, die bei herkömmlichen Pressverfahren üblich sind, und führt zu Bauteilen mit konsistenter Struktur, hoher Grünfestigkeit und vorhersehbarem Verhalten während des Sinterns. Sie ist besonders effektiv für die Herstellung großer, komplexer oder hochformatiger Formen, die unter uniaxialem Druck reißen oder sich verziehen würden.
Der Kernwert von CIP liegt in der Homogenität. Durch die gleichmäßige Druckbeaufschlagung des Materials von allen Seiten wird sichergestellt, dass die Dichte im gesamten Bauteil gleichmäßig ist, was der entscheidende Faktor zur Vermeidung von Verzug und zur Maximierung der Materialfestigkeit nach dem Brand ist.

Überlegene Materialintegrität erreichen
Beseitigung von Dichtegradienten
Bei der herkömmlichen uniaxialen Pressung erzeugt Reibung eine ungleichmäßige Dichte, was zu Schwachstellen führt. CIP wendet hydraulischen Druck gleichmäßig durch ein flüssiges Medium an, wodurch sichergestellt wird, dass jedes Millimeter des Pulvers gleichmäßig verdichtet wird.
Diese Gleichmäßigkeit beseitigt die "Pressgradienten", die oft innere Spannungen verursachen. Folglich wird das Risiko von Rissen oder Delaminationen während des nachfolgenden Brennprozesses erheblich reduziert.
Optimierte Grün-Dichte
CIP erreicht typischerweise eine Grün-Dichte von 60 % bis 80 % des theoretischen Maximums. Diese hohe Anfangsdichte bildet eine solide Grundlage für die Sinterphase.
Da die Partikel dicht und gleichmäßig gepackt sind, weist die endgültige gesinterte Komponente überlegene mechanische Eigenschaften auf, einschließlich höherer Festigkeit, Härte und Verschleißfestigkeit.
Vorhersehbarer Schwund
Keramiken schrumpfen während des Sinterns, und ungleichmäßiger Schwund führt zu verzogenen Teilen. Da CIP eine gleichmäßige Dichteverteilung erzeugt, erfolgt der Schwund gleichmäßig in alle Richtungen.
Diese Vorhersehbarkeit ermöglicht es Ingenieuren, Formen zu entwerfen, die die Größenreduzierung genau berücksichtigen, um sicherzustellen, dass die endgültige Komponente die Maßspezifikationen mit minimalem Verzug erfüllt.
Geometrische Komplexität erschließen
Herstellung komplexer Formen
CIP ist nicht durch die starre geradlinige Bewegung von mechanischen Pressen eingeschränkt. Es kann effektiv komplizierte Formen wie Rohre, Ferrite für Elektronik und Komponenten mit Hinterschneidungen formen.
Es ist besonders vorteilhaft für Teile mit großen Seitenverhältnissen (größer als 2:1), wie z. B. lange Stäbe oder dünnwandige Rohre, die uniaxial ohne Bruch schwer zu pressen sind.
Skalierbarkeit und Größe
Die einzige Begrenzung der Teilegröße ist das Volumen der Druckkammer. Dies macht CIP ideal für die Herstellung sehr großer Keramik-Billets oder Vorformen, die die Tonnagekapazitäten von Standard-Stanzpressen übersteigen.
Near-Net-Shape-Produktion
Durch die Formgebung von Teilen, die ihrer endgültigen Geometrie nahe kommen, reduziert CIP den Bedarf an umfangreicher Nachbearbeitung. Dies ist entscheidend bei der Arbeit mit Keramiken, die nach dem Aushärten schwer und teuer zu bearbeiten sind.
Wirtschaftliche und operative Effizienz
Geringere Werkzeugkosten
CIP verwendet flexible Formen (Beutel) aus Elastomeren anstelle von teuren, hochpräzisen Metallwerkzeugen. Dies senkt die Eintrittsbarriere für Prototypen oder Kleinserien erheblich.
Verbesserte Grünfestigkeit
Der intensive Druck, der bei CIP verwendet wird, führt zu einem "grünen" (nicht gesinterten) Körper mit außergewöhnlicher struktureller Integrität. Diese Teile sind stark genug, um vor dem endgültigen Sinter Schritt gehandhabt, bearbeitet oder weiter geformt zu werden, wodurch die Bruchrate während der Verarbeitung reduziert wird.
Materialeffizienz
Das Verfahren vermeidet chemische Reaktionen und Schmelzen, was zu nahezu null Materialverlust führt. Darüber hinaus sind, da in der Regel keine Binderverbrennung oder umfangreiche Trocknungsschritte erforderlich sind, die gesamten Verarbeitungszykluszeiten im Vergleich zu Nassformverfahren reduziert.
Abwägungen verstehen
Oberflächenbeschränkungen
Da die Formen flexibel sind, ist die Oberflächenbeschaffenheit einer CIP-Komponente im Allgemeinen weniger präzise als die eines gestanzten Teils. Hersteller sollten die Notwendigkeit einer Oberflächenbearbeitung einplanen, wenn enge externe Toleranzen erforderlich sind.
Produktionsgeschwindigkeit
Obwohl CIP für komplexe oder große Teile effizient ist, handelt es sich im Allgemeinen um einen Batch-Prozess. Es kann langsamere Zykluszeiten im Vergleich zur Hochgeschwindigkeits-Automatisierung der uniaxialen Pressung für einfache, hochvolumige Teile wie Fliesen oder kleine Unterlegscheiben haben.
Die richtige Wahl für Ihr Ziel treffen
Um festzustellen, ob die Kaltisostatische Pressung die richtige Lösung für Ihre Anwendung ist, berücksichtigen Sie Ihre spezifischen Einschränkungen:
- Wenn Ihr Hauptaugenmerk auf komplexer Geometrie liegt: Nutzen Sie CIP für Teile mit hohen Seitenverhältnissen, inneren Hohlräumen oder unregelmäßigen Formen, die Dichteschwankungen in einem starren Werkzeug erfahren würden.
- Wenn Ihr Hauptaugenmerk auf Materialqualität liegt: Wählen Sie CIP, um eine gleichmäßige Kornstruktur und hohe Ermüdungsbeständigkeit in kritischen Strukturkomponenten zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf Prototyping liegt: Nutzen Sie die niedrigen Werkzeugkosten von CIP, um Keramikdesigns zu testen, ohne in teure Hartwerkzeuge zu investieren.
CIP ist die definitive Wahl, wenn interne strukturelle Gleichmäßigkeit wichtiger ist als hochgeschwindigkeits-Oberflächen-Detailgenauigkeit.
Zusammenfassungstabelle:
| Hauptvorteil | Beschreibung |
|---|---|
| Gleichmäßige Dichte | Eliminiert interne Gradienten für eine konsistente Materialstruktur und vorhersehbaren Schwund. |
| Komplexe Geometrien | Ermöglicht die Herstellung von komplizierten Formen, Rohren und Teilen mit hohen Seitenverhältnissen. |
| Hohe Grünfestigkeit | Bietet außergewöhnliche Handhabungsfestigkeit vor dem Sintern, reduziert Brüche. |
| Geringere Werkzeugkosten | Verwendet flexible Formen, ideal für Prototypen und Kleinserien. |
| Materialeffizienz | Nahezu null Materialverlust ohne erforderliche Binderverbrennung. |
Müssen Sie hochintegritäts Keramikkomponenten mit komplexen Formen herstellen?
KINTEK ist spezialisiert auf Laborpressen, einschließlich fortschrittlicher isostatischer Pressentechnologie, um die präzisen Keramikformgebungsanforderungen Ihres Labors zu erfüllen. Unsere Expertise stellt sicher, dass Sie die gleichmäßige Dichte und Materialqualität erzielen, die für den Erfolg Ihrer Anwendung entscheidend sind.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie unsere CIP-Lösungen Ihren Keramikherstellungsprozess verbessern können.
Visuelle Anleitung
Ähnliche Produkte
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Elektrische Split-Laborkaltpressen CIP-Maschine
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Isostatische Laborpressformen für das isostatische Pressen
Andere fragen auch
- Warum wird CIP gegenüber uniaxialem Pressen für Al 6061 bevorzugt? Erzielung gleichmäßiger Dichte und Hochleistungslegierungen
- Warum wird Kaltisostatisches Pressen (CIP) nach dem uniaxialen Pressen angewendet? Optimierung der Dichte von Supraleiter-Vorläufern
- Welche Rolle spielt ein spezieller Gummibeutel bei der CIP für Keramik? Schlüssel zu gleichmäßiger Dichte und Präzision
- Was sind die technischen Vorteile von Kaltisostatischen Pressanlagen im Vergleich zu uniaxialen Pressanlagen? Mehr erfahren!
- Wie verbessert eine Kaltisostatische Presse die Zuverlässigkeit von Funktionsgeräten? Erreichen Sie eine unübertroffene isotrope Materialdichte











