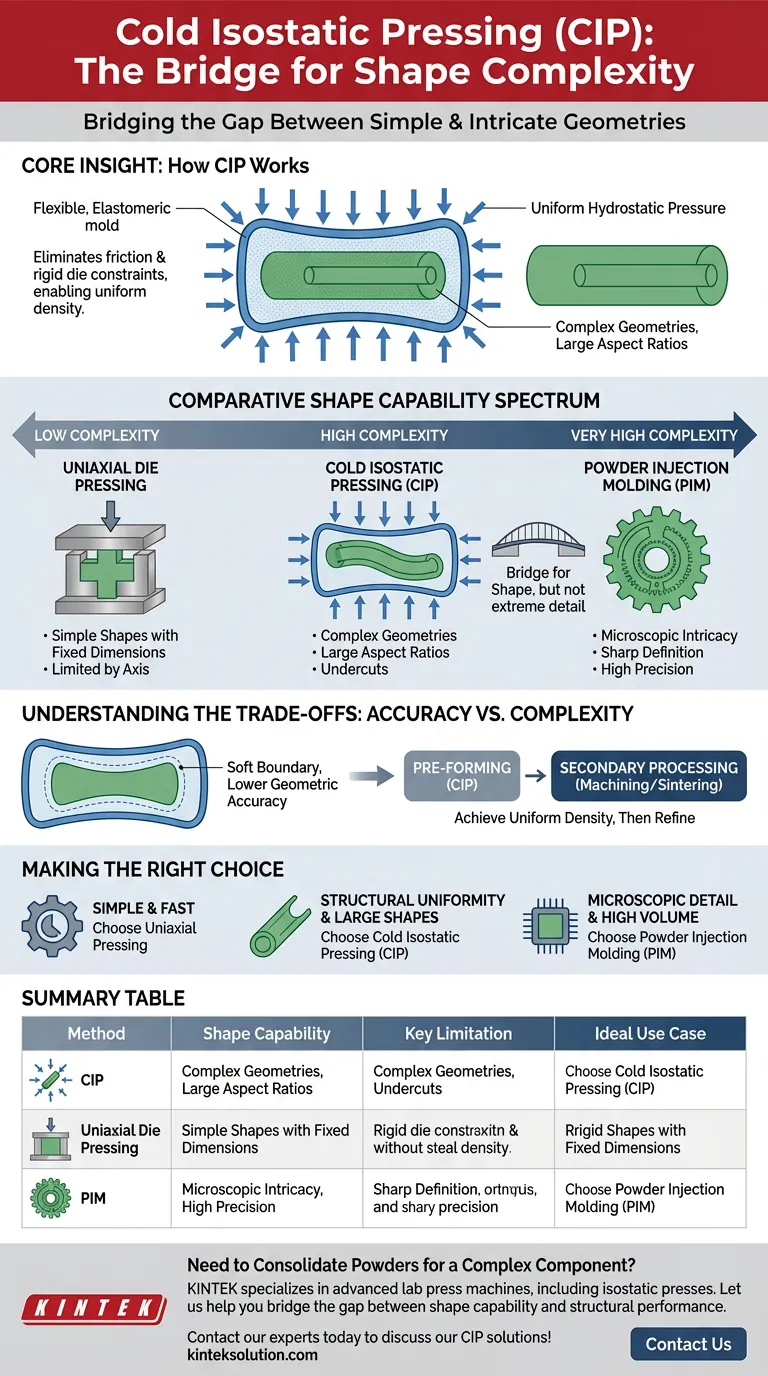
Im Spektrum der Pulververdichtungsverfahren fungiert die Kaltisostatische Pressung (CIP) als funktionale Brücke für Formkomplexität. Sie übertrifft die Standard-Uniaxial-Pressung erheblich, indem sie die Herstellung von Bauteilen mit großen Seitenverhältnissen und Hinterschneidungen ermöglicht, aber im Allgemeinen nicht die Fähigkeit besitzt, die mikroskopische Komplexität und scharfe Definition wiederzugeben, die mit dem Pulverspritzgießen (PIM) erreichbar ist.
Kern Erkenntnis: CIP erreicht seine Vielseitigkeit durch gleichmäßigen hydrostatischen Druck über eine flexible Form, wodurch die Reibung und die geometrischen Einschränkungen starrer Werkzeuge eliminiert werden. Dies ermöglicht zwar komplexe Geometrien wie lange Rohre und hohle Innenräume, aber die Flexibilität der Form opfert unweigerlich die hochpräzise geometrische Genauigkeit, die beim Spritzgießen zu finden ist.

Die Mechanik der Formflexibilität
Um zu verstehen, warum CIP besser als einige Methoden, aber schlechter als andere funktioniert, muss man sich ansehen, wie die Kraft auf das Pulver angewendet wird.
Der Vorteil des isostatischen Drucks
Im Gegensatz zur uniaxialen Pressung, die Kraft entlang einer einzigen Achse ausübt, übt CIP den Druck gleichmäßig aus allen Richtungen.
Dabei wird ein flüssiges Medium verwendet, um den hydraulischen Druck gleichmäßig auf die Formoberfläche zu übertragen.
Da keine Wandreibung überwunden werden muss, bleibt die Dichte im gesamten Teil konstant, selbst bei komplexen oder länglichen Formen.
Die Rolle von Elastomerformen
CIP verwendet flexible Formen aus Gummi oder ähnlichen elastomeren Materialien anstelle von starren Metallwerkzeugen.
Diese Flexibilität ist der Schlüssel zu seiner Formfähigkeit.
Sie ermöglicht die Bildung von Geometrien, die aus einem starren Werkzeug nicht entformbar wären, wie z. B. lange Rohre, feste Elektrolytschichten und komplexe Ferrite.
Vergleichende Fähigkeitsanalyse
Bei der Auswahl eines Herstellungsverfahrens ist es hilfreich, CIP im Verhältnis zu seinen Hauptalternativen zu betrachten.
CIP vs. Uniaxiales Pressen
Die Uniaxial-Pressung ist streng auf einfache Formen mit festen Abmessungen beschränkt.
Da sie von oben nach unten presst, kann sie keine komplexen Konturen oder Teile mit signifikanten Längen-zu-Durchmesser-Verhältnissen aufnehmen, ohne Dichtegradienten zu erleiden.
CIP umgeht diese Einschränkungen vollständig und bietet eine überlegene Gleichmäßigkeit und die Fähigkeit, komplexe Geometrien zu formen, die eine starre vertikale Presse nicht erreichen kann.
CIP vs. Pulverspritzgießen (PIM)
Obwohl CIP vielseitig ist, gilt es in Bezug auf extreme Komplexität als PIM unterlegen.
PIM beinhaltet das Einspritzen eines Feedstocks in einen starren Hohlraum, was die Reproduktion winziger Merkmale, scharfer Ecken und hochkomplexer äußerer Details ermöglicht.
CIP eignet sich besser für größere, "nahezu endkonturnahe" Bauteile, während PIM der Standard für kleine, hochpräzise und komplexe Teile ist.
Verständnis der Kompromisse: Genauigkeit vs. Komplexität
Obwohl CIP komplexe Formen ermöglicht, gibt es einen kritischen Kompromiss in Bezug auf die geometrische Genauigkeit.
Die Präzisionsherausforderung
Das Merkmal, das die Komplexität ermöglicht – die flexible Form – ist auch eine Quelle für Ungenauigkeit.
Da die Form eine "weiche" Grenze erzeugt, weisen die resultierenden Grünteile (das verdichtete Pulver vor dem Sintern) oft eine geringere geometrische Genauigkeit auf als Teile, die in starren Werkzeugen gepresst werden.
Abhilfemaßnahmen
Um dies zu beheben, wird CIP oft als Vorformoperation eingesetzt.
Das Verfahren liefert ein Teil mit hoher, gleichmäßiger Grün-Dichte (60 % bis 80 % der theoretischen Dichte).
Dieses gleichmäßig verdichtete Teil kann dann bearbeitet oder gesintert werden, um die endgültigen, präzisen Abmessungen zu erreichen, wodurch die strukturelle Integrität von CIP mit der Präzision der Sekundärbearbeitung kombiniert wird.
Die richtige Wahl für Ihre Fertigungsziele treffen
Die Auswahl der richtigen Methode erfordert eine Abwägung Ihres Bedarfs an geometrischer Komplexität gegenüber Ihren Toleranzanforderungen und Ihrem Produktionsvolumen.
- Wenn Ihr Hauptaugenmerk auf einfacher Geometrie und hoher Geschwindigkeit liegt: Wählen Sie Uniaxiales Pressen, da es schneller ist und für Teile mit festen, einfachen Abmessungen ausreicht.
- Wenn Ihr Hauptaugenmerk auf struktureller Gleichmäßigkeit bei großen oder rohrförmigen Formen liegt: Wählen Sie Kaltisostatische Pressung (CIP), um eine gleichmäßige Dichte bei komplexen Geometrien zu gewährleisten, die starre Werkzeuge nicht unterstützen können.
- Wenn Ihr Hauptaugenmerk auf mikroskopischen Details und hoher Komplexität in großen Stückzahlen liegt: Wählen Sie Pulverspritzgießen (PIM), da es die höchste Flexibilität für komplexe Merkmale bietet.
Letztendlich ist CIP die überlegene Wahl, wenn Ihre Komponente eine hohe Materialintegrität und eine Form erfordert, die sich den Beschränkungen einer einachsigen Presse entzieht, vorausgesetzt, Sie können geringfügige Nachbearbeitungen für die endgültigen Toleranzen einplanen.
Zusammenfassungstabelle:
| Methode | Fähigkeit zur Formkomplexität | Hauptbeschränkung | Idealer Anwendungsfall |
|---|---|---|---|
| Kaltisostatische Pressung (CIP) | Hoch – Komplexe Geometrien, große Seitenverhältnisse, Hinterschneidungen | Geringere geometrische Genauigkeit aufgrund flexibler Formen | Große, nahezu endkonturnahe Teile, die gleichmäßige Dichte erfordern (z. B. Rohre, Festkörperelektrolyte) |
| Uniaxiales Pressen | Gering – Einfache Formen mit festen Abmessungen | Dichtegradienten und geometrische Einschränkungen | Einfache, schnelle Produktion von Grundformen |
| Pulverspritzgießen (PIM) | Sehr hoch – Mikroskopische Details, scharfe Ecken, hohe Komplexität | Höhere Komplexität und Kosten für Werkzeuge | Kleine, hochpräzise, komplexe Teile in großen Stückzahlen |
Müssen Sie Pulver für ein komplexes Bauteil verdichten?
Die Wahl der richtigen Pressmethode ist entscheidend für die Erzielung der gewünschten Formkomplexität und Materialintegrität in Ihrem Labor. KINTEK ist spezialisiert auf fortschrittliche Laborpressen, einschließlich isostatischer Pressen, die für gleichmäßige Dichte bei komplexen Geometrien entwickelt wurden.
Lassen Sie uns Ihnen helfen, die Lücke zwischen Formfähigkeit und struktureller Leistung zu schließen. Unsere Expertise stellt sicher, dass Sie die ideale Ausrüstung für Ihre spezifischen Pulververdichtungsanforderungen auswählen, sei es für F&E oder die Produktion.
Kontaktieren Sie noch heute unsere Pressenexperten, um zu besprechen, wie unsere CIP-Lösungen Ihren Fertigungsprozess verbessern können!
Visuelle Anleitung
Ähnliche Produkte
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Elektrische Split-Laborkaltpressen CIP-Maschine
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Isostatische Laborpressformen für das isostatische Pressen
Andere fragen auch
- Was ist die Hauptfunktion einer Kaltisostatischen Presse (CIP) bei der NASICON-Herstellung? Erreichen von 96% theoretischer Dichte
- Warum sind hohe Druckbeaufschlagungsraten in automatisierten CIP-Systemen wichtig? Erzielung einer überlegenen Materialdichte
- Was sind die Hauptmerkmale von automatisierten Labor-Kaltisostatischen Pressen (CIP)-Systemen? Präzise Pulververdichtung unter hohem Druck erzielen
- Warum wird Kaltisostatisches Pressen (CIP) nach dem uniaxialen Pressen angewendet? Optimierung der Dichte von Supraleiter-Vorläufern
- Für welche Materialarten und Anwendungen sind automatisierte CIP-Systeme besonders vorteilhaft? Reinheit und komplexe Formen freischalten










