Im Wesentlichen ist das kalte isostatische Pressen (KIP) ein Herstellungsverfahren, bei dem pulverförmiges Material in eine verschlossene, flexible Form gegeben, in eine mit Flüssigkeit gefüllte Druckkammer getaucht und dann einem intensiven, gleichmäßigen Druck von allen Seiten ausgesetzt wird. Dieser hydrostatische Druck verdichtet das Pulver zu einem festen, gleichmäßigen Teil, oft als „Grünling“ bezeichnet, das vor dem endgültigen Sintern oder Erhitzen eine deutlich höhere Dichte und strukturelle Integrität aufweist.
Der Hauptvorteil von KIP ist nicht nur die Verdichtung, sondern die Gleichmäßigkeit dieser Verdichtung. Durch das gleichzeitige Anlegen von gleichem Druck von allen Seiten werden die internen Hohlräume und Dichteschwankungen eliminiert, die herkömmliche, unidirektionale Pressverfahren plagen.

Den KIP-Prozess entschlüsseln
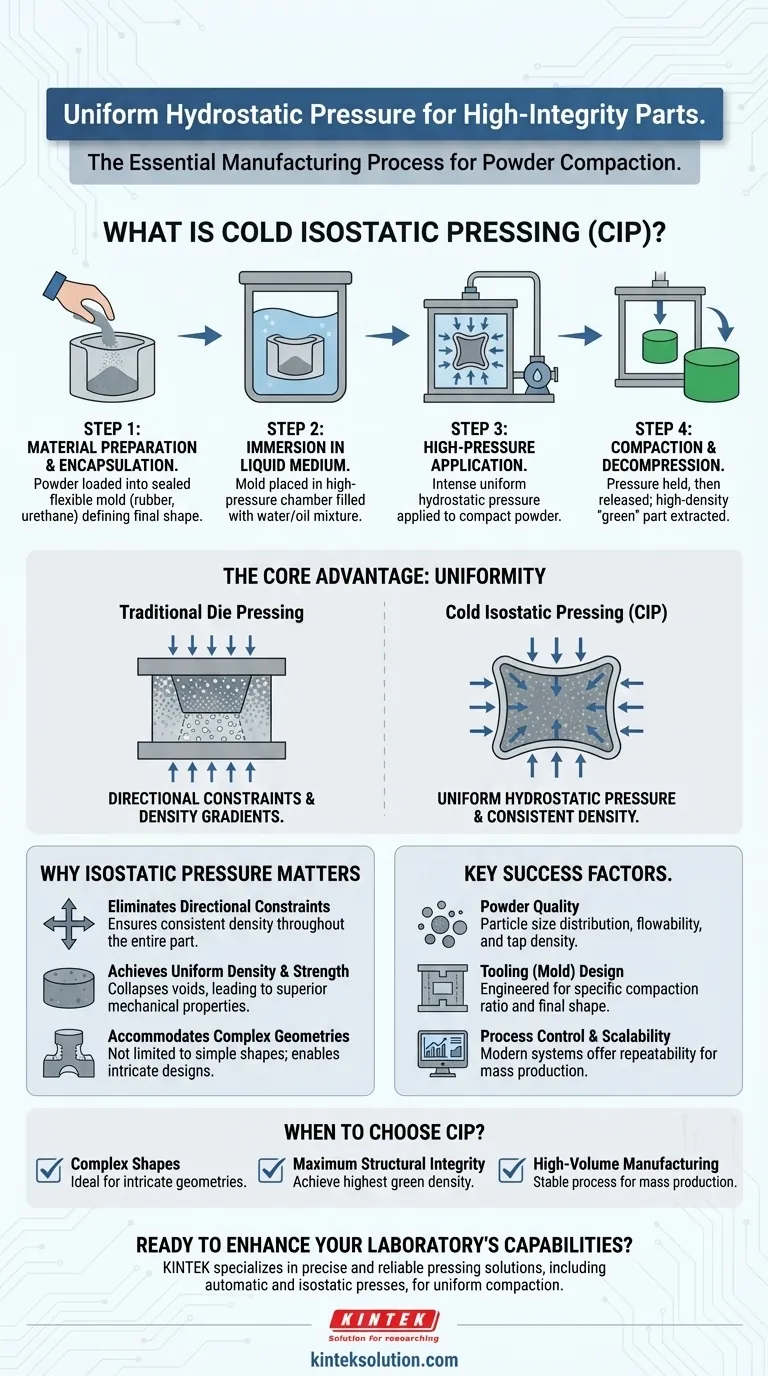
Der Prozess des kalten isostatischen Pressens lässt sich in vier unterschiedliche, aufeinanderfolgende Schritte unterteilen. Der gesamte Vorgang findet typischerweise bei oder nahe Raumtemperatur statt.
Schritt 1: Materialvorbereitung und Einkapselung
Zuerst wird das Rohmaterial, typischerweise in Pulverform, sorgfältig in eine flexible, wasserdichte Form gefüllt. Diese Form besteht oft aus Gummi, Urethan oder PVC und bestimmt die endgültige Form des Teils. Der Behälter wird dann hermetisch versiegelt, um zu verhindern, dass die Pressflüssigkeit das Pulver verunreinigt.
Schritt 2: Eintauchen in ein flüssiges Medium
Die versiegelte Form wird in ein Hochdruckgefäß gegeben. Diese Kammer wird dann mit einem flüssigen Medium gefüllt, das meist Wasser mit einem Rostinhibitor ist, aber auch Öl oder eine andere geeignete Flüssigkeit sein kann.
Schritt 3: Hochdruckanwendung
Eine externe Pumpe wird verwendet, um die Flüssigkeit in der Kammer unter Druck zu setzen. Dieser Druck wird gleichmäßig und gleichzeitig auf jeden Punkt der Oberfläche der flexiblen Form übertragen. Der Druck kann extrem hoch sein, wodurch die Pulverpartikel zusammengepresst werden.
Schritt 4: Verdichtung und Dekompression
Unter diesem intensiven gleichmäßigen Druck verdichtet sich das Pulver, und seine Dichte nimmt erheblich zu, da Lufteinschlüsse und Hohlräume eliminiert werden. Sobald der gewünschte Druck erreicht und gehalten wird, wird die Kammer dekomprimiert, die Form entfernt und das resultierende feste „Grünteil“ entnommen.
Das Kernprinzip: Warum isostatischer Druck wichtig ist
Die Wirksamkeit von KIP liegt in seiner grundlegenden Physik, die Schlüsselprobleme löst, die beim konventionellen Gesenkpressen auftreten.
Beseitigung von Richtungsbeschränkungen
Traditionelles Pressen verwendet ein starres Gesenk und einen Stempel, der die Kraft nur in eine Richtung ausübt. Dies erzeugt Dichtegradienten, wobei das Teil in der Nähe des Stempels am dichtesten und weiter entfernt weniger dicht ist. Isostatischer Druck hingegen wirkt in alle Richtungen gleich und gewährleistet eine konsistente Dichte im gesamten Teil.
Erreichen gleichmäßiger Dichte und Festigkeit
Die gleichmäßige Druckverteilung kollabiert systematisch Hohlräume zwischen Pulverpartikeln. Dies führt zu einer Endkomponente mit minimaler innerer Porosität, was direkt zu überlegener mechanischer Festigkeit, Zuverlässigkeit und vorhersehbarer Leistung führt.
Anpassung an komplexe Geometrien
Da der Druck durch eine Flüssigkeit auf eine flexible Form übertragen wird, ist KIP nicht auf einfache Formen beschränkt. Es können Teile mit komplexen Geometrien, Hinterschneidungen und variierenden Querschnitten mit einer Gleichmäßigkeit hergestellt werden, die mit starren Gesenken unmöglich ist.
Die Schlüsselfaktoren für den Erfolg verstehen
Obwohl der Prozess stabil ist, hängt seine Wirksamkeit von mehreren kritischen Eingaben ab, die sorgfältig verwaltet werden müssen.
Die kritische Rolle der Pulverqualität
Das Ausgangspulver hat einen großen Einfluss auf das Endergebnis. Schlüsselmerkmale wie Partikelgrößenverteilung, Fließfähigkeit und Stampfdichte müssen optimiert werden, um sicherzustellen, dass das Pulver die Form gleichmäßig füllt und vorhersehbar verdichtet wird.
Die Bedeutung des Werkzeugdesigns (Form)
Die flexible Form ist nicht nur ein Behälter; sie ist ein kritisches Werkzeug. Ihr Design muss das spezifische Verdichtungsverhältnis des Pulvers berücksichtigen und so konstruiert sein, dass die gewünschte Endform und Maßgenauigkeit nach dem Pressen erzielt wird.
Prozesskontrolle und Skalierbarkeit
Moderne elektrische KIP-Systeme bieten eine überlegene Druckkontrolle im Vergleich zu älteren manuellen Versionen, was zu einer höheren Wiederholbarkeit führt. Die inhärente Stabilität des Prozesses macht ihn sehr gut geeignet für die Massenproduktion und gewährleistet eine hohe Effizienz und gleichbleibende Qualität über große Chargen hinweg.
Wann kaltes isostatisches Pressen wählen?
Die Entscheidung für KIP hängt ganz von Ihrem Endziel für das Bauteil ab.
- Wenn Ihr Hauptaugenmerk auf der Herstellung von Teilen mit komplexen Formen liegt: KIP ist die ideale Wahl für die Herstellung komplizierter Geometrien, die in starren Gesenken nicht geformt werden können.
- Wenn Ihr Hauptaugenmerk auf maximaler struktureller Integrität liegt: Verwenden Sie KIP, um die höchstmögliche Gründichte zu erreichen und interne Fehler zu beseitigen, was zu überragender Festigkeit führt.
- Wenn Ihr Hauptaugenmerk auf einer wiederholbaren Fertigung in großen Mengen liegt: KIP bietet einen stabilen und effizienten Prozess zur Massenproduktion hochwertiger Komponenten mit konsistenten Eigenschaften.
Letztendlich ermöglicht die Beherrschung des kalten isostatischen Pressens die Umwandlung von pulverförmigen Materialien in überlegene, hochintegrierte Komponenten mit einem Grad an Gleichmäßigkeit, den andere Methoden nicht erreichen können.
Zusammenfassungstabelle:
| Prozessschritt | Schlüsselaktion | Ergebnis |
|---|---|---|
| Materialvorbereitung | Pulver in flexible Form füllen und versiegeln | Form bereit zum Pressen |
| Eintauchen | Form in flüssigkeitsgefüllte Druckkammer legen | Flüssiges Medium ermöglicht gleichmäßigen Druck |
| Hochdruckanwendung | Flüssigkeit pumpen, um hydrostatischen Druck auszuüben | Pulver verdichtet sich gleichmäßig |
| Verdichtung und Dekompression | Druck halten, dann freigeben und Teil entnehmen | Hochdichter „Grünling“ entsteht |
Bereit, die Fähigkeiten Ihres Labors mit präzisen und zuverlässigen Presslösungen zu erweitern? KINTEK ist spezialisiert auf Laborpressen, einschließlich automatischer Laborpressen, isostatischer Pressen und beheizter Laborpressen, die auf Ihre spezifischen Bedürfnisse für eine gleichmäßige Verdichtung und hochintegre Teile zugeschnitten sind. Kontaktieren Sie uns noch heute über unser Kontaktformular, um zu besprechen, wie unsere Ausrüstung Ihre Prozesse optimieren und überragende Ergebnisse für Ihre Projekte liefern kann!
Visuelle Anleitung
Ähnliche Produkte
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Elektrische Split-Laborkaltpressen CIP-Maschine
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Isostatische Laborpressformen für das isostatische Pressen
Andere fragen auch
- Welche Arten von Materialien können mit elektrischen Kaltisostatischen Pressen (CIP) für Labore verdichtet werden? Gleichmäßige Dichte für Metalle, Keramiken und mehr erzielen
- Welche Rolle spielen elektrische Labor-Kaltisostatpressen im industriellen Kontext? Überbrückung von F&E und Fertigung mit Präzision
- Was sind die Merkmale von Standard-Elektrolaboren für CIP-Lösungen? Sofortige, kostengünstige Verarbeitung erzielen
- Wie trägt das elektrische kaltisostatische Pressen (KIP) zur Kosteneinsparung bei? Steigern Sie die Effizienz und senken Sie die Ausgaben
- Was sind die Anwendungen von elektrischen Labor-Kaltisostatischen Pressen in Forschungsumgebungen? Fortschrittliche Materialforschung und -entwicklung mit Hochdruck-CIPs
















