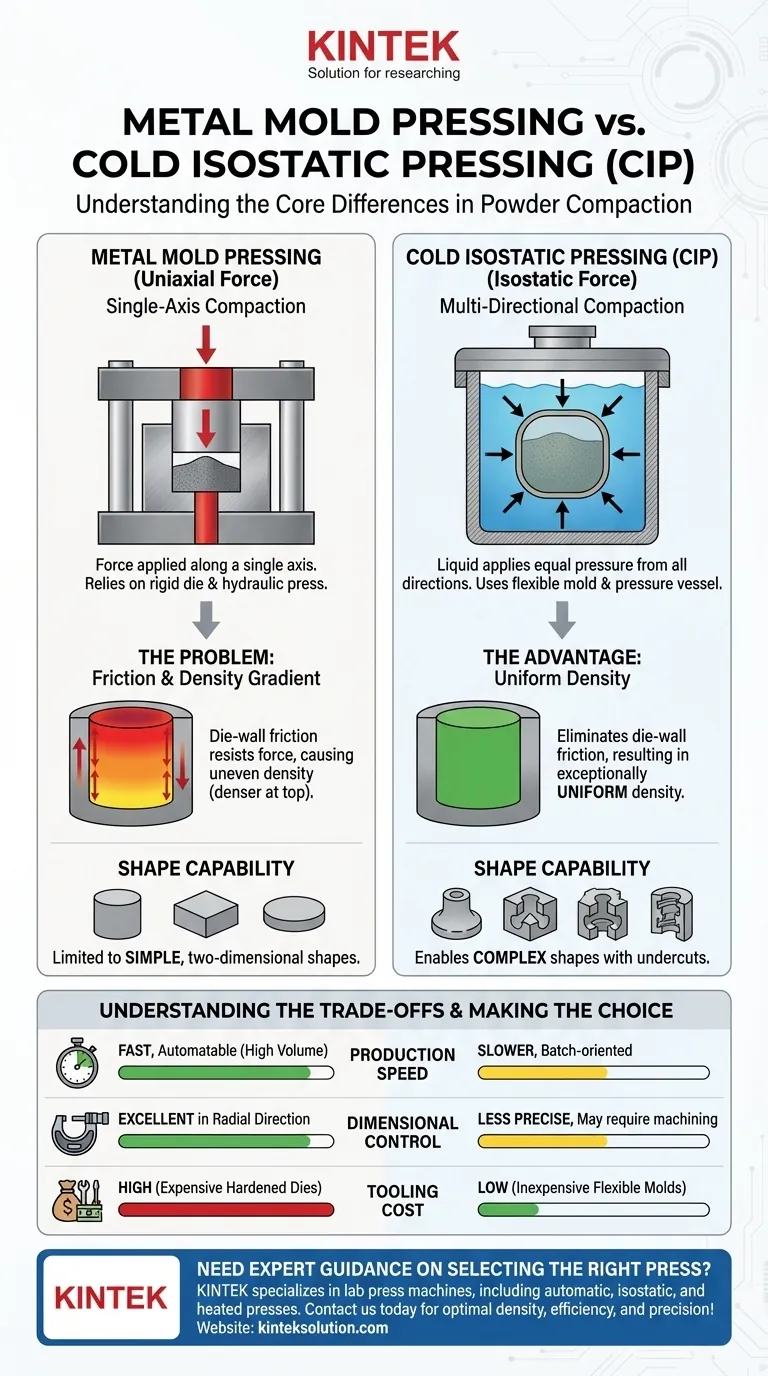
Im Kern sind sowohl das Metallformpressen als auch das Kaltisostatische Pressen (CIP) Methoden zur Pulververdichtung, die jedoch auf grundlegend unterschiedlichen Prinzipien beruhen. Beim Metallformpressen, auch bekannt als uniaxiales Pressen, wird Kraft entlang einer einzelnen Achse mithilfe einer starren Matrize ausgeübt. Im Gegensatz dazu verwendet CIP Flüssigkeit, um gleichzeitig von allen Seiten gleichen Druck auszuüben, ein Prozess, der als isostatischer Druck bekannt ist. Dieser Unterschied in der Kraftanwendung ist der Hauptgrund für ihre unterschiedlichen Ergebnisse in Bezug auf Dichte, Homogenität und geometrische Fähigkeiten.
Die Wahl zwischen Metallformpressen und CIP ist eine strategische Entscheidung, die von der erforderlichen Dichtegleichmäßigkeit, geometrischen Komplexität und dem Produktionsumfang Ihres Projekts abhängt. Uniaxiales Pressen bietet Geschwindigkeit und Maßgenauigkeit für einfache Formen, während CIP eine unübertroffene Dichtegleichmäßigkeit für komplexe Komponenten bietet.

Die grundlegende Mechanik der Verdichtung
Um die richtige Methode zu wählen, müssen Sie zunächst verstehen, wie die Kraft in jedem Prozess übertragen wird. Die Mechanik beeinflusst direkt die Qualität und die Eigenschaften des fertigen "Grünlings" (des vorgesinterten Presslings).
Metallformpressen: Uniaxiale Kraft
Das Metallformpressen funktioniert ähnlich wie ein Kolben in einem Zylinder. Pulver wird in eine starre Gesenkform gegeben, und ein oder mehrere Stempel verdichten es entlang einer einzelnen vertikalen Achse.
Diese Methode basiert auf einer Hydraulikpresse und einer präzise gefertigten, haltbaren Metallform (oder Matrize). Die Form des Endteils wird direkt durch die Form der Gesenkform definiert.
Kaltisostatisches Pressen (CIP): Isostatische Kraft
CIP funktioniert, indem eine mit Pulver gefüllte, flexible Form in eine Hochdruckflüssigkeitskammer getaucht wird. Anschließend wird Druck auf die Flüssigkeit ausgeübt, die die Kraft gleichmäßig und gleichzeitig auf jede Oberfläche der Form überträgt.
Dieser Prozess eliminiert gerichtete Kraft. Stellen Sie es sich wie ein Objekt vor, das tief im Ozean untergetaucht ist; der Druck ist überall auf seiner Oberfläche gleich. Es verwendet eine Elastomerform und ein Hochdruckgefäß.
Wichtige Unterscheidungsmerkmale: Dichte und Geometrie
Die unterschiedliche Art der Druckanwendung führt zu kritischen Unterschieden im Endprodukt. Die wichtigsten davon sind Dichtegradienten und die Fähigkeit, komplexe Formen zu bilden.
Das Problem der Reibung in Metallformen
Beim uniaxialen Pressen, wenn der Stempel das Pulver komprimiert, entsteht eine erhebliche Matrizenwandreibung. Die Pulverpartikel reiben an den starren Wänden der Form.
Diese Reibung widersteht der Abwärtsübertragung der Kraft. Infolgedessen ist das Pulver an der Oberseite des Presslings (am nächsten zum Stempel) viel dichter als das Pulver an der Unterseite. Dieser Dichtegradient ist ein primärer Nachteil der Methode.
Der CIP-Vorteil: Gleichmäßige Dichte
CIP eliminiert von Natur aus die Matrizenwandreibung. Da der Druck durch eine Flüssigkeit übertragen wird und die "Form" ein flexibles Elastomer ist, gibt es keine relative Bewegung zwischen dem Pulver und einer starren Wand.
Das Ergebnis ist eine Komponente mit einer außergewöhnlich gleichmäßigen Dichte über ihr gesamtes Volumen. Diese Homogenität ist entscheidend für Anwendungen, die vorhersagbare und konsistente Materialeigenschaften nach dem Sintern erfordern.
Formkomplexität
Das Werkzeug bestimmt die geometrischen Möglichkeiten. Das Metallformpressen ist auf einfache, zweidimensionale Formen (wie Zylinder, Scheiben oder Blöcke) beschränkt, die leicht aus einer starren Form ausgeworfen werden können. Hinterschneidungen oder komplexe Kurven sind nicht machbar.
Die Verwendung von flexiblen Formen beim CIP ermöglicht die Herstellung hoch komplexer und filigraner Formen, einschließlich Teilen mit Hinterschneidungen oder inneren Hohlräumen. Die Form wird nach dem Pressen einfach vom verdichteten Teil abgezogen.
Die Kompromisse verstehen
Keine Methode ist universell überlegen; sie stellen einen klassischen technischen Kompromiss zwischen Geschwindigkeit, Qualität und Komplexität dar.
Geschwindigkeit vs. Gleichmäßigkeit
Das Metallformpressen ist ein extrem schneller, hochgradig automatisierbarer Prozess. Es ist der Standard für die Großserienfertigung einfacher Teile, bei denen geringfügige Dichteabweichungen akzeptabel sind.
CIP ist ein langsamerer, chargenorientierter Prozess. Die Zeit, die für das Beladen, Druckaufbau, Druckabbau und Entladen des Gefäßes benötigt wird, macht es weniger geeignet für die Massenproduktion, liefert aber eine unübertroffene Teilequalität.
Maßhaltigkeit vs. Flexibilität
Die starre Form, die beim uniaxialen Pressen verwendet wird, bietet eine ausgezeichnete Maßhaltigkeit in radialer Richtung. Der Durchmesser des Endteils ist sehr präzise und wiederholbar.
CIP bietet weniger präzise Maßhaltigkeit. Die flexible Form kann sich auf leicht unvorhersehbare Weise verformen, was oft einen abschließenden Bearbeitungsschritt erfordert, wenn enge Toleranzen erforderlich sind.
Werkzeuginvestition
Werkzeuge für das Metallformpressen, insbesondere für abrasive Materialien, umfassen teure, gehärtete Stahl- oder Hartmetallformen, die perfekt bearbeitet werden müssen.
Im Gegensatz dazu sind die Elastomerformen für CIP relativ kostengünstig in der Herstellung. Dies macht CIP zu einer kostengünstigen Wahl für Prototypen und Kleinserien, auch wenn das Hochdruckgefäß selbst eine große Kapitalinvestition darstellt.
Die richtige Wahl für Ihr Ziel treffen
Ihre Entscheidung sollte sich nach den unabdingbaren Anforderungen Ihrer Endkomponente richten.
- Wenn Ihr Hauptaugenmerk auf der Großserienfertigung einfacher Formen wie Tabletten oder Buchsen liegt: Das Metallformpressen ist die überlegene Wahl aufgrund seiner Geschwindigkeit, Wiederholbarkeit und Automatisierungsfähigkeiten.
- Wenn Ihr Hauptaugenmerk auf der Herstellung eines komplexen Teils mit der höchstmöglichen Dichtegleichmäßigkeit liegt: Das Kaltisostatische Pressen (CIP) ist die einzige Methode, die Dichtegradienten zuverlässig eliminieren kann.
- Wenn Ihr Hauptaugenmerk auf der Prototypenentwicklung oder Kleinserienfertigung verschiedener Formen liegt: CIP ist oft wirtschaftlicher, da seine flexiblen Formen weitaus billiger herzustellen und zu iterieren sind als starre Stahlformen.
Das Verständnis dieser Kernprinzipien ermöglicht es Ihnen, die Verdichtungsmethode zu wählen, die perfekt zu Ihrem Material, Design und Ihren Produktionszielen passt.
Zusammenfassungstabelle:
| Aspekt | Metallformpressen | Kaltisostatisches Pressen (CIP) |
|---|---|---|
| Kraftanwendung | Uniaxial (eine Achse) | Isostatisch (alle Richtungen) |
| Dichtegleichmäßigkeit | Niedrig (Gradienten durch Reibung) | Hoch (gleichmäßig durchgehend) |
| Formkomplexität | Einfache Formen (z. B. Zylinder) | Komplexe Formen (z. B. Hinterschneidungen) |
| Produktionsgeschwindigkeit | Schnell und automatisierbar | Langsam und chargenorientiert |
| Maßhaltigkeit | Hoch in radialer Richtung | Geringer, erfordert möglicherweise Bearbeitung |
| Werkzeugkosten | Hoch (gehärtete Stahlformen) | Niedrig (Elastomerformen) |
Benötigen Sie fachkundige Beratung bei der Auswahl der richtigen Presse für Ihr Labor? KINTEK ist spezialisiert auf Laborpressen, einschließlich automatischer Laborpressen, isostatischer Pressen und beheizter Laborpressen, die auf Ihre spezifischen Laboranforderungen zugeschnitten sind. Egal, ob Sie mit einfachen oder komplexen Formen arbeiten, unsere Lösungen gewährleisten optimale Dichte, Effizienz und Präzision. Kontaktieren Sie uns noch heute, um zu besprechen, wie wir Ihre Verdichtungsprozesse verbessern und hervorragende Ergebnisse erzielen können!
Visuelle Anleitung
Ähnliche Produkte
- Labor-Anti-Riss-Pressform
- Hartmetall-Laborpressenform für die Probenvorbereitung im Labor
- Isostatische Laborpressformen für das isostatische Pressen
- Labor-Polygon-Pressform
- Labor-Rundform für bidirektionale Presse
Andere fragen auch
- Was ist der Zweck der Integration von Heizpatronen in eine Laborpressform für die MLCC-Blockkompression? Ergebnisse optimieren
- Wie beeinflussen das Design und die geometrische Präzision von Pressformen und Dornen die Qualität von PTFE-Verbundwerkstoffproben?
- Welche Rolle spielen Präzisionspositionierung und Druckformen bei einseitigen Klebeverbindungen? Gewährleistung einer 100%igen Datenintegrität
- Was ist die Funktion eines Presswerkzeugs bei thermoplastischen Paneelen? Meisterhafte Präzisionsformung & Fusionsverklebung
- Warum ist eine Hochleistungs-Labor-Formpresse für die In-situ-Elektrolytbildung entscheidend? Erfolg bei Batterien freischalten



















