Um das Stempelknicken beim Pelletpressen zu mindern, müssen Sie direkt die Faktoren angehen, die diese Instabilität verursachen: die Geometrie des Stempels und die axiale Last, der er standhalten muss. Die effektivsten Methoden sind die Verringerung der angewendeten Verdichtungskraft, die Reduzierung der endgültigen Pelletshöhe oder die Verwendung eines maßgefertigten, kürzeren Stempels. Diese Anpassungen sind entscheidend, um strukturelles Versagen zu verhindern und die Integrität sowohl Ihrer Ausrüstung als auch Ihrer Probe zu gewährleisten.
Knickung ist im Grunde ein Stabilitätsversagen, nicht nur ein Materialfestigkeitsversagen. Das Risiko wird durch das Schlankheitsverhältnis des Stempels bestimmt – seine effektive, ungestützte Länge im Verhältnis zu seinem Durchmesser. Ihr primäres Ziel ist es, dieses Verhältnis zu minimieren oder die darauf wirkende Druckkraft zu reduzieren.

Die Physik des Stempelknickens
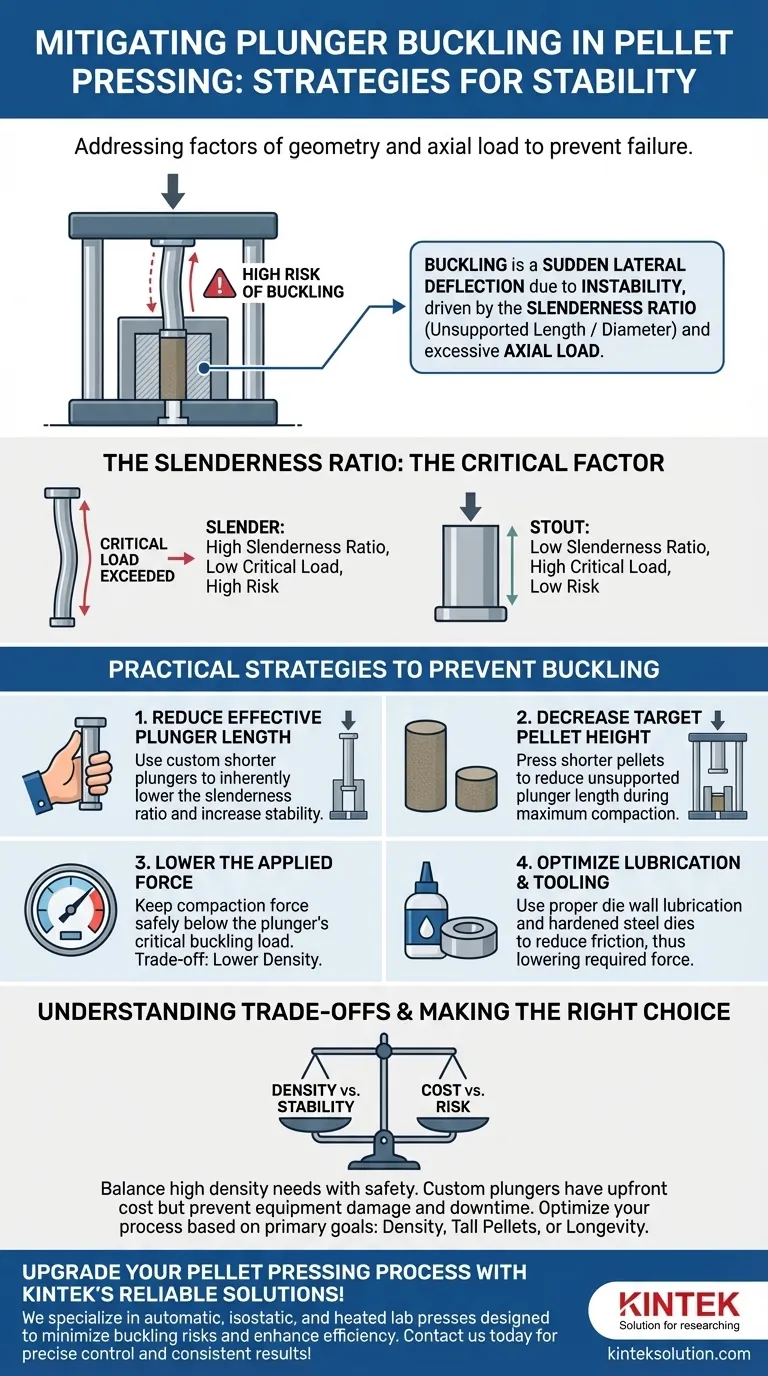
Zu verstehen, warum ein Stempel knickt, ist der erste Schritt zur Vorbeugung. Das Versagen ist keine allmähliche Biegung, sondern eine plötzliche, katastrophale seitliche Auslenkung, die auftritt, wenn eine bestimmte Belastungsschwelle überschritten wird.
Was ist Knicken?
Stellen Sie sich vor, Sie drücken auf ein senkrecht stehendes Plastiklineal. Bei geringer Kraft bleibt es gerade. Aber sobald Sie genügend Kraft aufwenden – die kritische Last – schnappt es plötzlich seitlich weg. Das ist Knicken.
Das gleiche Prinzip gilt für einen Stempel in einer Matrize. Wenn er das Pulver verdichtet, fungiert er als schlanke Säule unter immenser axialer Last.
Die kritische Rolle des Schlankheitsverhältnisses
Der wichtigste Faktor, der das Knickrisiko bestimmt, ist die Schlankheit des Stempels. Dies ist das Verhältnis seiner ungestützten Länge zu seiner Querschnittsabmessung (typischerweise dem Durchmesser).
Ein langer, dünner Stempel ist „schlank“ und sehr anfällig für Knicken. Ein kurzer, dicker Stempel ist „stark“ und kann wesentlich höheren Druckkräften standhalten, bevor Knicken zu einem Problem wird.
Wie die Verdichtungskraft zum Versagen führt
Für jede gegebene Stempelgeometrie gibt es eine theoretische maximale Kraft, die er aushalten kann, bevor er knickt. Während des Pelletpressens kann die zum Verdichten des Pulvers erforderliche Kraft diese kritische Last leicht überschreiten, wenn der Stempel zu lang ist oder die Zieldichte zu hoch ist.
Praktische Strategien zur Vermeidung von Knicken
Die folgenden Strategien adressieren direkt die Physik des Knickens, indem sie entweder die Geometrie des Stempels oder die im Prozess beteiligten Kräfte modifizieren.
Strategie 1: Effektive Stempellänge reduzieren
Dies ist die direkteste und effektivste Methode. Ein kürzerer Stempel hat ein geringeres Schlankheitsverhältnis und ist von Natur aus stabiler. Wenn Sie konsequent Pellets pressen, die einen langen Abschnitt des Stempels ungestützt lassen, ist die Verwendung eines maßgefertigten, kürzeren Stempels die beste Lösung.
Strategie 2: Ziel-Pelletshöhe verringern
Das Pressen eines höheren Pellets erfordert einen größeren Stempelhub, was die ungestützte Länge des Stempels im Moment der maximalen Verdichtung erhöht.
Durch Reduzierung der endgültigen Zielhöhe des Pellets stellen Sie sicher, dass der Stempel während der Phase mit dem höchsten Druck besser von den Matrizenwänden gestützt wird, wodurch seine Schlankheit effektiv reduziert wird.
Strategie 3: Angewandte Kraft senken
Eine direkte Reduzierung der maximalen Verdichtungskraft hält diese sicher unter der kritischen Knicklast des Stempels.
Dies geht jedoch oft mit einem Kompromiss bei der Pelletqualität einher, da eine geringere Kraft zu einer geringeren Dichte und Festigkeit führen kann. Dieser Ansatz ist am effektivsten, wenn er mit anderen Strategien kombiniert wird.
Strategie 4: Schmierung und Werkzeuge optimieren
Reibung zwischen dem Pulver und der Matrizenwand wirkt Ihrer Verdichtungskraft entgegen. Höhere Reibung bedeutet, dass Sie mehr Kraft aufwenden müssen, um die gewünschte Dichte zu erreichen, wodurch das Knickrisiko steigt.
Die Verwendung einer ordnungsgemäßen Matrizenwandschmierung und glatter, gehärteter Stahlmatrizen reduziert diese Reibung. Dadurch können Sie Ihre Zieldichte mit einer geringeren angewandten Kraft erreichen, was die Belastung des Stempels direkt reduziert.
Verständnis der Kompromisse
Die Umsetzung dieser Strategien erfordert ein Gleichgewicht zwischen konkurrierenden Zielen. Das Erkennen dieser Kompromisse ist der Schlüssel zur Optimierung Ihres gesamten Prozesses.
Pelletdichte vs. Stempelstabilität
Der häufigste Konflikt besteht zwischen dem Erreichen einer hohen Pelletdichte und der Gewährleistung der Stempelsicherheit. Höhere Dichten erfordern höhere Kräfte, was das Knickrisiko erhöht. Sie müssen die optimale Kraft finden, die ein akzeptables Pellet produziert, ohne das Werkzeug zu gefährden.
Werkzeugkosten vs. Betriebsrisiko
Die Bestellung eines maßgefertigten, kürzeren Stempels ist mit Vorlaufkosten und Lieferzeiten verbunden. Diese Investition kann jedoch leicht durch die Vermeidung der Kosten eines gebrochenen Standardstempels, einer ruinierten Probe und erheblicher Betriebsstillstandszeiten ausgeglichen werden.
Durchsatz vs. Prozesszuverlässigkeit
Der Versuch, sehr hohe Pellets herzustellen, mag effizient erscheinen, erhöht aber die Wahrscheinlichkeit eines Knickversagens erheblich. Das Streben nach höherem Durchsatz kann zu einer geringeren Gesamtzuverlässigkeit und Ausbeute führen, wenn Geräteausfälle häufig werden.
Die richtige Wahl für Ihren Prozess treffen
Ihre ideale Strategie hängt vom primären Ziel Ihres Pelletierungsvorgangs ab.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Pelletdichte liegt: Priorisieren Sie die Verwendung des kürzestmöglichen Stempels und stellen Sie sicher, dass die Matrize ordnungsgemäß geschmiert ist, um die erforderliche Verdichtungskraft zu minimieren.
- Wenn Ihr Hauptaugenmerk auf der Herstellung hoher Pellets liegt: Sie müssen das inhärente Risiko mindern, indem Sie Stempel mit größerem Durchmesser verwenden (wenn die Matrize dies zulässt) und die Presskraft sorgfältig kontrollieren, um unter der kritischen Knicklast zu bleiben.
- Wenn Ihr Hauptaugenmerk auf der Langlebigkeit und Zuverlässigkeit der Geräte liegt: Standardisieren Sie kürzere Pelletshöhen, investieren Sie in hochwertige, gehärtete Stahlwerkzeuge und implementieren Sie einen strengen Schmier- und Wartungsplan.
Indem Sie verstehen, dass Knicken eine Herausforderung der Geometrie und Stabilität ist, nicht nur der Kraft, können Sie Ihren Prozess strategisch anpassen, um konsistente und zuverlässige Ergebnisse zu erzielen.
Zusammenfassungstabelle:
| Strategie | Hauptmaßnahme | Primärer Nutzen |
|---|---|---|
| Stempellänge reduzieren | Kundenspezifische kürzere Stempel verwenden | Reduziert das Schlankheitsverhältnis für Stabilität |
| Pelletshöhe verringern | Kürzere Pellets pressen | Reduziert ungestützte Länge und Risiko |
| Angewandte Kraft senken | Verdichtungskraft anpassen | Verhindert das Überschreiten der kritischen Last |
| Schmierung optimieren | Matrizenwandschmiermittel verwenden | Reduziert Reibung und benötigte Kraft |
Verbessern Sie Ihren Pelletpressprozess mit den zuverlässigen Laborpressen von KINTEK! Wir sind spezialisiert auf automatische Laborpressen, isostatische Pressen und beheizte Laborpressen, die entwickelt wurden, um Knickrisiken zu minimieren und die Effizienz für Ihr Labor zu steigern. Unsere Lösungen gewährleisten präzise Steuerung, Langlebigkeit und konsistente Ergebnisse – kontaktieren Sie uns noch heute über unser Kontaktformular, um zu besprechen, wie wir Ihre Anforderungen unterstützen und Geräteausfälle verhindern können!
Visuelle Anleitung
Ähnliche Produkte
- Automatische hydraulische Laborpresse - Labor-Tablettenpresse
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Hydraulische Laborpresse Laborgranulatpresse für Handschuhfach
- Automatische hydraulische Laborpresse zum Pressen von XRF- und KBR-Granulat
- XRF KBR Kunststoffring-Laborpulver-Tablettenpressform für FTIR
Andere fragen auch
- Warum ist eine hochpräzise Druckregelung für Festkörperbatteriepellets erforderlich? Entfesseln Sie überlegene Elektrolyt-Leistung
- Was ist der Hauptzweck von manuellen hydraulischen Pelletpressen für Labore? Hochpräzise Probenvorbereitung für die Spektroskopie
- Warum werden hochpräzise automatische hydraulische Pressen für die Mars-ISRU benötigt? Sicherstellung einer zuverlässigen Regolithformung
- Wie verbessert die Automatisierung den Betrieb von Laborpressen für Proben? Steigerung von Effizienz und Datenintegrität
- Was sind die Vorteile der Verwendung einer automatischen hydraulischen Laborpresse für das Formen von HEA-Grünkörpern? Sicherstellung der Materialintegrität



















