Im Wesentlichen verbessert die Erhöhung der Temperatur beim Warm-Isostatischen Pressen (WIP) die Pulververdichtung, indem die Materialpartikel formbarer werden. Während der ausgeübte isostatische Druck die primäre Kompressionskraft liefert, wirkt Wärme als starker Katalysator. Sie erweicht die einzelnen Pulverpartikel, verringert deren Verformungswiderstand und ermöglicht es ihnen, sich effizienter zusammenzulagern, um innere Hohlräume zu beseitigen.
Während der Druck die Kraft für die Verdichtung liefert, ist die Temperatur der Mechanismus, der dies ermöglicht. Durch das leichte Erweichen der Pulverpartikel senkt die Wärme die Energie, die für ihre Verformung und Bindung erforderlich ist, was zu einer dichteren Endkomponente mit weniger inneren Poren führt.

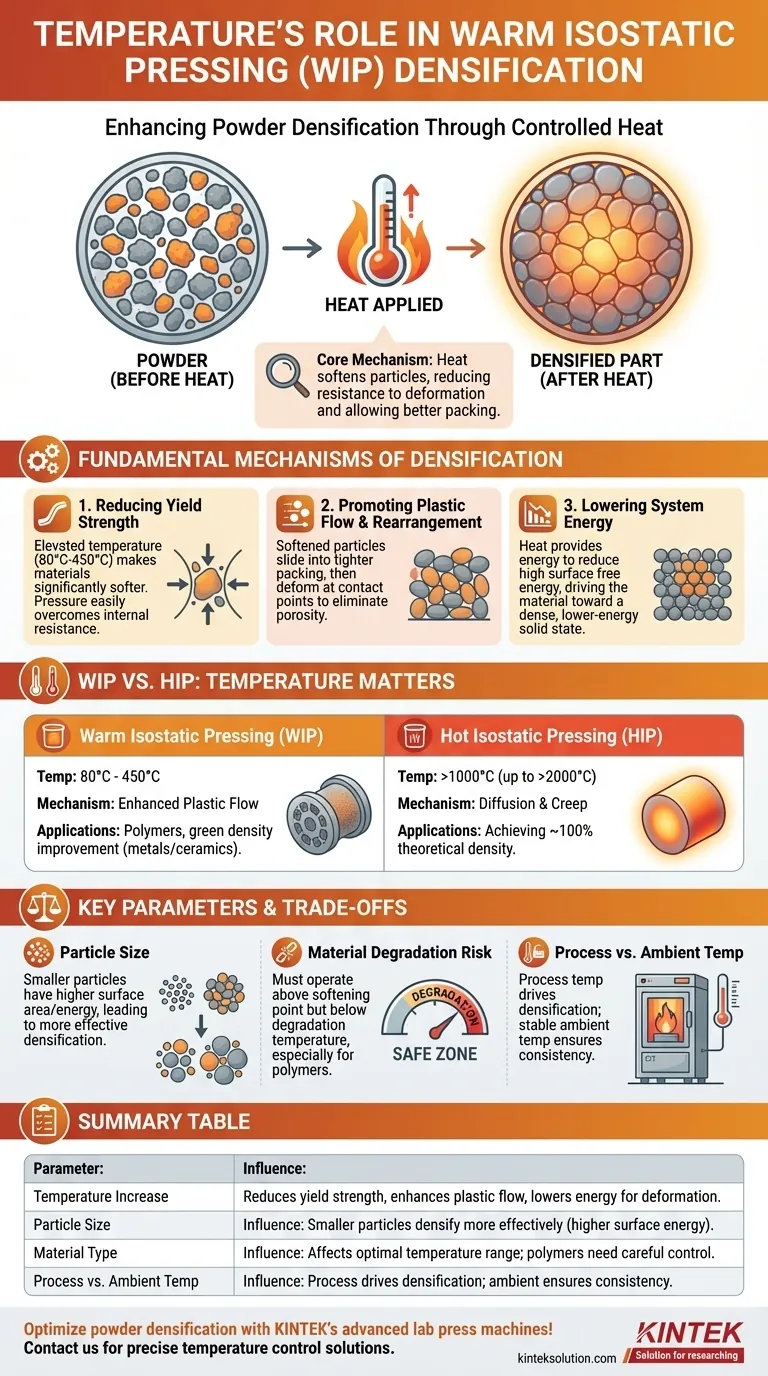
Die grundlegenden Mechanismen der temperaturunterstützten Verdichtung
Um einen WIP-Prozess wirklich zu optimieren, müssen Sie verstehen, wie die Temperatur das Materialverhalten auf mikroskopischer Ebene beeinflusst. Es geht nicht nur darum, Dinge „heiß“ zu machen, sondern darum, spezifische physikalische Mechanismen zu aktivieren.
Reduzierung der Streckgrenze des Materials
Der Hauptvorteil der erhöhten Temperatur beim WIP ist die Reduzierung der Streckgrenze des Pulvermaterials. Dies ist die Spannung, die erforderlich ist, um eine plastische (dauerhafte) Verformung des Materials zu bewirken.
Selbst bei den relativ moderaten Temperaturen des WIP (typischerweise 80 °C bis 450 °C) werden die meisten Materialien erheblich weicher. Dies ermöglicht es dem aufgebrachten Druck, den inneren Widerstand des Materials leichter zu überwinden und die Partikel in die Zwischenräume zwischen ihnen zu drücken.
Förderung der plastischen Verformung und Partikelneuanordnung
Wenn die Partikel weicher werden, können sie leichter aneinander vorbeigleiten und sich in einer engeren Packungsanordnung anordnen. Dies ist die anfängliche Phase der Verdichtung.
Sobald diese anfängliche Neuanordnung abgeschlossen ist, ermöglicht die reduzierte Streckgrenze den Kontaktpunkten zwischen den Partikeln, sich zu verformen und abzuflachen. Diese plastische Verformung ist entscheidend für die Beseitigung der verbleibenden Porosität und die Erzeugung einer dichten, monolithischen Struktur.
Senkung der Systemenergie
Aus thermodynamischer Sicht weist eine große Ansammlung einzelner Pulverpartikel eine sehr hohe gesamte freie Oberflächenenergie auf. Dies ist ein energetisch ungünstiger Zustand.
Durch das Zuführen von Wärme stellen Sie dem System die Energie zur Verfügung, die erforderlich ist, um seine gesamte Oberfläche zu reduzieren. Das System erreicht dies, indem es die Oberflächen zwischen den Partikeln eliminiert und sie durch eine neue, energieärmere Festkörper-Festkörper-Grenzfläche ersetzt, wodurch das Material in Richtung eines vollständig dichten Zustands gedrängt wird.
Unterscheidung zwischen Warmpressen und Heißpressen
Ein häufiger Punkt der Verwirrung ist der Unterschied zwischen Warm-Isostatischem Pressen (WIP) und Heiß-Isostatischem Pressen (HIP). Obwohl sie ähnlich klingen, funktionieren sie nach unterschiedlichen Prinzipien und in weit unterschiedlichen Maßstäben.
Warm-Isostatisches Pressen (WIP)
WIP arbeitet bei niedrigeren Temperaturen, typischerweise zwischen 80 °C und 450 °C. Der primäre Verdichtungsmechanismus ist die verstärkte plastische Verformung. Es wird verwendet, um eine hohe Dichte in Materialien zu erreichen, die extremer Hitze nicht standhalten können, wie z. B. Polymere, oder um die „grüne“ Dichte von Metall- oder Keramikteilen vor dem abschließenden Sintern zu verbessern.
Heiß-Isostatisches Pressen (HIP)
HIP arbeitet bei viel höheren Temperaturen, oft über 1.000 °C und manchmal sogar über 2.000 °C. Bei diesen Extremen wird die Verdichtung von Mechanismen wie Diffusion und Kriechen dominiert, nicht nur von plastischer Verformung. Dies ermöglicht es HIP, nahezu 100 % der theoretisch maximalen Dichte des Materials zu erreichen.
Verständnis der Kompromisse und Schlüsselparameter
Eine einfache Erhöhung der Temperatur ist nicht immer die beste Lösung. Eine effektive Prozesskontrolle erfordert ein nuanciertes Verständnis der damit verbundenen Variablen und Risiken.
Der Einfluss der Partikelgröße
Der Einfluss der Temperatur ist ausgeprägter, wenn mit kleineren Pulverpartikeln gearbeitet wird. Dies liegt daran, dass eine gegebene Masse kleinerer Partikel eine weitaus höhere gesamte Oberfläche und damit eine höhere Oberflächenenergie aufweist, was eine stärkere thermodynamische Triebkraft für die Verdichtung erzeugt.
Das Risiko des Materialabbaus
Für viele Materialien, insbesondere Polymere, gibt es ein präzises Verarbeitungsfenster. Die Temperatur muss hoch genug sein, um die Streckgrenze zu reduzieren, aber sicher unter der Zersetzungstemperatur des Materials bleiben. Das Überschreiten dieser Grenze kann die strukturelle Integrität der endgültigen Komponente beeinträchtigen.
Prozess- vs. Umgebungstemperatur
Es ist wichtig, zwischen der Prozesstemperatur (der dem Pulver zugeführten Wärme) und der Umgebungstemperatur (der Umgebung um die Maschine) zu unterscheiden. Während die Prozesstemperatur die Verdichtung steuert, ist eine stabile Umgebungstemperatur (z. B. 10–35 °C) für die Konsistenz, Zuverlässigkeit und Wiederholbarkeit des gesamten Vorgangs unerlässlich.
Wie man dies auf Ihren Prozess anwendet
Ihre optimale Temperatureinstellung hängt vollständig von Ihrem Material und Ihrem Endziel ab. Nutzen Sie diese Prinzipien als Leitfaden für die Prozessentwicklung und Fehlerbehebung.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Dichte für Metalle oder Keramiken liegt: Erhöhen Sie die Temperatur vorsichtig in Richtung der Obergrenze für Ihre spezifische Legierung oder Verbindung, um die plastische Verformung zu maximieren, ohne unerwünschte Phasenänderungen auszulösen.
- Wenn Sie mit Polymeren oder Teilen mit Bindemitteln arbeiten: Die Temperaturkontrolle ist von größter Bedeutung. Ihr Ziel ist es, über der Glasübergangstemperatur des Materials (für Formbarkeit) zu liegen, aber deutlich unter seiner Zersetzungstemperatur.
- Wenn Sie mit inkonsistenter Dichte zu kämpfen haben: Überprüfen Sie zunächst die Stabilität und Genauigkeit Ihres Prozessheizsystems. Bewerten Sie dann die Stabilität der Umgebungstemperatur in der Fabrik, da erhebliche Schwankungen die Prozesswiederholbarkeit beeinträchtigen können.
Letztendlich ist die Beherrschung der Temperaturkontrolle beim WIP der Schlüssel zur Umwandlung von losem Pulver in eine hochleistungsfähige, vollständig verdichtete Komponente.
Zusammenfassungstabelle:
| Parameter | Einfluss auf die Verdichtung |
|---|---|
| Temperaturerhöhung | Reduziert die Streckgrenze, verbessert die plastische Verformung und senkt die Energie für die Verformung |
| Partikelgröße | Kleinere Partikel verdichten sich aufgrund der höheren Oberflächenenergie effektiver |
| Materialtyp | Beeinflusst den optimalen Temperaturbereich; Polymere erfordern eine sorgfältige Kontrolle, um Zersetzung zu vermeiden |
| Prozess- vs. Umgebungstemperatur | Die Prozesstemperatur steuert die Verdichtung; die Umgebungstemperatur gewährleistet Konsistenz und Wiederholbarkeit |
Optimieren Sie Ihre Pulververdichtung mit den fortschrittlichen Laborpressen von KINTEK! Ob Sie mit Metallen, Keramiken oder Polymeren arbeiten, unsere automatischen Laborpressen, isostatischen Pressen und beheizten Laborpressen bieten eine präzise Temperaturkontrolle für überlegene Ergebnisse. Kontaktieren Sie uns noch heute, um zu besprechen, wie unsere Lösungen die Effizienz Ihres Labors steigern und maßgeschneiderte Komponenten mit hoher Dichte für Ihre Anforderungen ermöglichen können.
Visuelle Anleitung
Ähnliche Produkte
- Warm-Isostatische Presse für Festkörperbatterieforschung Warm-Isostatische Presse
- Elektrische Labor-Kalt-Isostatische Presse CIP-Maschine
- Automatische Labor-Kalt-Isostatik-Pressmaschine CIP
- Manuelles Kalt-Isostatisches Pressen CIP-Maschine Pelletpresse
- Elektrische Split-Laborkaltpressen CIP-Maschine
Andere fragen auch
- Wie erhalten Opfermaterialien (SVM) Mikrokanäle beim isostatischen Pressen? Sicherstellung der strukturellen Integrität
- Was ist die Funktion von elastischen Formen beim Warm-Isostatischen Pressen? Erzielung einer gleichmäßigen Dichte in Verbundpartikeln
- Warum müssen Verbundkathoden für WIP in Vakuum-Laminierbeutel versiegelt werden? Gewährleistung der Batteriestabilität und -dichte
- Was sind die Vorteile der Verwendung einer Warm-Isostatischen Presse (WIP) für Batterien? Überlegener Kontaktdruck
- Welche Rolle spielt das flexible Material beim Warm-Isostatischen Pressen? Schlüssel zu gleichmäßiger Dichte & Präzision



















